Нужно ли растачивать блок при замене колец
То, что автомобилю требуется именно замена поршневых колец, а не какие-то другие ремонтные работы, расскажет сам двигатель. Признаки подобной неисправности проявляются довольно ярко, поэтому не заметить их будет сложно. Но прежде чем говорить о симптомах, нужно понять, что представляют собой кольца, и какую роль они играют в работе двигателя.
Что такое поршневые кольца, их назначение
Поршневые кольца представляют собой упругие незамкнутые элементы, которые устанавливаются в специальные канавки на корпусе поршня. Изготавливают их из стали или чугуна повышенной прочности, а сверху покрывают легирующим материалом. Легирующее покрытие еще больше увеличивает прочность, а также снижает скорость износа.
Обычно в поршень вставляются 3 кольца: 2 компрессионных (занимают 2 верхних канавки) и 1 маслосъемное (нижняя канавка). Задача компрессионных колец – не допустить прорыва раскаленных газов вдоль поршня в картер двигателя. Маслосъемное – снимает лишнее масло с зеркала цилиндра, не давая ему попасть в камеру сгорания. Кроме того, кольца снижают температуру поршня, передавая практически половину тепла его поверхности на стенки цилиндра.
Когда поршневые кольца перестают справляться с возложенными на них задачами, ввиду своего износа, двигатель автомобиля сигнализирует об этом проявлением соответствующих симптомов.
Признаки износа поршневых колец
О том, что износ дошел до критической стадии, свидетельствует синий или черный дым из выхлопной трубы. Это указывает на то, что излишки масла попали в камеру сгорания мимо маслосъемного кольца и сгорели там вместе с топливом. Черный дым, выходящий из трубки вентиляции картера, говорит о том, что компрессионные кольца из-за износа допускают прорыв газов из камеры сгорания в его полость.
 Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Критический износ сопровождается снижением компрессии (способность удерживать давление) в цилиндрах двигателя. Это означает, что часть газов, образовавшихся при сгорании топливной смеси, которая должна была толкать поршень, прорвалась в картер, не совершив полезную работу. Именно это приведет к падению давления в цилиндре, следовательно, двигатель потеряет часть мощности. Наблюдается повышенные расход масла.
Проверяется компрессия специальным прибором – компрессометром. Когда номинальные значения давления неизвестны (нет инструкции по эксплуатации), сначала оно измеряется в сухом цилиндре, затем через свечное отверстие заливается немного моторного масла, и замер делается заново. Если компрессия повысится, значит, требуется замена колец. Подобные признаки могут наблюдаться и в случае их «залегания».
«Залегание» происходит, когда образовавшийся в канавках поршня нагар мешает пружинить поршневым кольцам, результатом чего становится снижение плотности их прилегания к поверхности цилиндра.
Такую проблему, если случай не сильно запущен, можно исправить при помощи специальных присадок к топливу. Двигатель, имеющий карбюраторную систему, можно попробовать очистить спреем для удаления нагара, который впрыскиваются непосредственно в карбюратор. Если удаление нагара с камеры сгорания эффекта не дало, то выход только один – замена поршневых колец и чистка канавок.
Как заменить поршневые кольца самостоятельно
Конечно, замена колец – процедура довольно трудоемкая. Она требует аккуратности и определенных умений, но по большому счету сложного в ней ничего нет (если не снимать двигатель). Для этого нужно:
- снять головку блока цилиндров, соблюдая все рекомендации производителя автомобиля;
- слить масло, снять защиту маховика и поддон картера двигателя;
- снять маслозаборник;
- провернув коленвал, установить нужный поршень в нижнюю мертвую точку;

- открутить крышку шатуна и снять ее;
- вытащить поршень вместе с шатуном из цилиндра, толкая его вверх деревянной рейкой;
- очистить поршень от нагара. По его маркировке установить класс поршня, приобрести соответствующий ему новый комплект поршневых колец;
- каждое новое кольцо перед установкой сначала вставляется в цилиндр для проверки зазора в замке. Зазор должен соответствовать величине, указанной в руководстве по эксплуатации автомобиля. Если он меньше необходимого, то торцы замка аккуратно подпиливаются надфилем;
- поршни тщательно очищаются от нагара. Отверстия, предназначенные для слива масла, также прочищаются подходящей деревянной палочкой. Очищенные канавки смазываются чистым моторным маслом;
- одеваются кольца начиная с маслосъемного. На одной из сторон кольца стоит маркировка «ТОР» (вверх), которая указывает, как оно должно быть установлено в поршень. Замки должны устанавливаться через 120 градусов относительно друг друга. Это исключит сквозное проникновение через них газов. Нельзя одевать кольца «витком», такая установка может сопровождаться появлением микротрещин, которые приведут к их поломке;
- произвести сборку в обратной последовательности, параллельно очищая все чистой ветошью и смазывая свежим моторным маслом. Поршни должны устанавливаться именно в те цилиндры, откуда они были сняты. Также и крышки шатунов с шатунными вкладышами должны надеваться на те же шатуны, с которых их сняли.
Если износ шатунных вкладышей позволяет использовать их повторно, то замену делать не стоит, так как для этого понадобится расточить шейки коленвала. Самостоятельно такую работу без опыта качественно выполнить не получится.
Инструменты, необходимые для проведения работ
Для замены колец понадобятся:
- наборы рожковых и накидных ключей, а также вороток с удлинителем и головками номиналом от 10 – 19;
- динамометрический ключ;
- спец. обжим (оправка).
Кроме того, понадобится герметик устойчивый к воздействию масла. Он пригодится во время установки прокладок поддона картера и клапанной крышки.
И вроде бы ничего сложного в перечисленных выше действиях нет, если замену производить не снимая двигатель с автомобиля. Однако есть нюансы, без учета которых двигатель с новыми кольцами долго не проработает. Когда цилиндр достигает предельной стадии износа, на поверхности его зеркала образуется «ступенька». Ударившись об нее, новое кольцо либо сразу сломается, либо получит трещину, которая в итоге все равно приведет к его поломке. Кроме того, канавки старого поршня также имеют износ, поэтому притирка новых колец к цилиндру будет затруднена или вовсе невозможна. Это значит, что дефектовку поршневой группы и цилиндров лучше доверить профессионалам.
Расточкой и хонингованием цилиндров также должны заниматься квалифицированные специалисты. К тому же эту работу выполнить без снятия двигателя невозможно. Поэтому перед тем как браться за дело, стоит хорошо подумать, реально оценить свои силы и возможности. Чтобы результатом ремонта не стала замена поршневой группы в целом, или того хуже – не пришлось бы сдавать двигатель в капитальный ремонт.

привет!кто скажет когда меняешь кольце на поршнях, надо ли растачивать цилиндр?
Комментарии 15
Я гилзевал алюминивый блок без проблем ( 2/5 TDI ) ПОсле 180 тыс прокладка кончилась, износа небыло вобще. А предидущий изношен был в хлам просто.Поршни оставили старые

У тебя чугунный блок ещё, при нормальной эксплуатации износ может коснуться только хона, если хон есть и он равномерен, то можно оставить как есть.
Вобще да, лучше загильзовать сразу чугуном, и проедешь еще тыс 300 точно. Но если на продажу, колец достаточно
В те года он чугунным должен быть с завода, и не гильзованный, а полноценный чугунный блок.
Тем более там износа не должно быть…
Если криминала не было, то да, даже хон мог остаться в пределах нормы.

надо мерить цилиндр в 3 поясках — итого 6 замеров. смотреть форму цилиндра. как правило в посередине размер больше. если так — смотреть допуск производителя.
вообще при замене колец не требуется расточка, ибо поршни тоже менять придётся.
надо мерить цилиндр в 3 поясках — итого 6 замеров. смотреть форму цилиндра. как правило в посередине размер больше. если так — смотреть допуск производителя.
вообще при замене колец не требуется расточка, ибо поршни тоже менять придётся.
Все вроде верно. Но поршни так не изнашиваются как цилиндр.
Я менял блок на 175 тыс, поршни отавил родные, потом на 350 тыс мотор вскрывали ( по головке) все идеально было. Т.е. поршни прошли 350 тыс без проблем !
вы или не улавливаете мысль или не знаете устройство двигателя. при расточке блока в ремонтный размер поршни подлежат замене в обязательном порядке
Я не улавливаю, понятно.
Все тут такие умные, куда уж мне до вас просто поделился личным опытом, время потратил.
Удачи ! Больше не смею беспокоить
порадуйте — заведите на поршнях номинального размера двигатель с размерами первого ремонта.
Не порадую. Оригинальные Фольц поршни достать это большая удача. Если Вы шлифанете блок и поставите новые ( поддельные ) поршни то он развалится через 50 тыс.
Прше поставить чугунные гильзы и сотавить старые поршни.
Опять же если речь идет о замене колец, так же не рекомендую рисковать с новыми поршнями. Если Вы их не покупали лично в Гермении под паспорт живого Немца.

Если только кольца, то не надо. Единственное промерять цилиндр нужно на предмет износа. Если износ, то протачивать, менять поршня + кольца ремонтного размера.
Появление характерных признаков неисправности двигателя, таких, как резкое ухудшение динамики, увеличение расхода топлива и моторного масла, проблемы с запуском двигателя, особенно в холодное время года, говорит о том, что износ силового агрегата достиг предела, и без постороннего вмешательства дальнейшая эксплуатация машины невозможна. Перечисленные признаки говорят о резком падении компрессии. Если мотор не «ушатан» окончательно, то вернуть ему бодрость, скорее всего, поможет замена поршневых колец.
В целях экономии замену можно произвести своими руками. Помимо финансовой выгоды, хозяин авто может быть абсолютно уверен, что поршневые кольца поменяны, причем именно на те, которые он купил, и работа сделана качественно. К сожалению, оставляя машину в автосервисе, владелец не может точно знать, насколько добросовестно мастера выполнили свою работу, поскольку статистика упрямо твердит, что обманывают повсюду, в том числе и на официальных сервисах.
О том, как заменить поршневые кольца своими руками, написано в данной статье.
Вкратце, схема процедуры такова:
- демонтируется головка блока цилиндров;
- проверяется состояние колец и решается вопрос о необходимости снятия мотора с автомобиля;
- затем старые меняются на новые, и двигатель собирается в обратном порядке.
Далее каждый этап будет рассмотрен более подробно.
Прежде чем ставить новые кольца
Прежде чем приступать к работе, нужно обзавестись всем необходимым. Для операции потребуются гаечные ключи, головки, желательно, с трещоткой, динамометрический ключ и съемник поршневых колец.
Выбирая в магазине автозапчастей новый комплект, следует обратить внимание как на внешний вид упаковки, так и на сами кольца.
На упаковке должна быть полная информация о них, а именно: кто изготовитель, из чего сделаны и т. п. На кольцах также должна быть маркировка, обозначающая верхнюю сторону, сами они не должны иметь никаких изъянов, кроме того, на упаковке или внутри должна быть инструкция, в которой описывается правильная установка поршневых колец.
Если продавец утверждает, что небольшие дефекты притрутся – он откровенно врет, пытаясь всучить некондиционный товар, лучше отказаться от такой покупки, поскольку деньги будут потрачены впустую.
Подготовительный этап
Прежде всего, нужно отключить аккумуляторную батарею. После этого потребуется слить охлаждающую жидкость из системы охлаждения и моторное масло из поддона картера. Замена поршневых колец возможна двумя способами: со снятием двигателя с автомобиля и без. Определить, нужно ли снимать мотор, поможет проверка: необходимо снять головку блока цилиндров и визуально оценить состояние гильз.
Если же выработки нет, новые можно ставить, не снимая мотор с автомобиля. Этапы работы по замене поршневых колец, за исключением демонтажа двигателя для проведения реставрационных работ, одни и те же.
Замена поршневых колец
Процесс замены начинается с демонтажа поддона картера. Дополнительно желательно снять масляный насос и проверить, насколько сильно он изношен. Затем нужно открутить крышки шатунов и вытолкнуть шатуны с поршнями вверх. Важно помнить, что крышки шатунов нельзя менять местами, каждую впоследствии необходимо прикрутить к своему шатуну.
Следующий этап – непосредственно, замена поршневых колец. Проще всего произвести замену, если имеется съемник поршневых колец. Он представляет собой щипцы, разжимающие кольца. Главное – не переусердствовать и не разжать слишком сильно, поскольку они могут попросту сломаться. Если же приспособление для установки поршневых колец взять негде, можно обойтись тонкой отверткой с плоским жалом. Задача, конечно, усложнится, но справиться с ней можно. Ставить их необходимо с осторожностью, чтобы не поцарапать поршни отверткой.
После снятия старых колец нужно удалить нагар из канавок, который помешает установке нового комплекта. Идеальное орудие для этой процедуры обломок старого кольца, поэтому одно из них нужно сломать. Также нагар необходимо счистить с днища поршней, если он там есть. Для облегчения задачи можно смочить поверхность керосином. Действовать, опять же нужно аккуратно, чтобы не оставить царапин.
Порядок установки следующий: первым устанавливается маслосъемное кольцо, затем второе и первое компрессионные. Из-за того, что второе компрессионное и маслосъемное кольца работают в менее тяжелых условиях, чем первое компрессионное, к металлу, из которого они изготавливаются, предъявляются менее строгие требования, поэтому кольца более хрупкие. При их монтаже следует проявлять особую осторожность. Ненароком сломать первое компрессионное кольцо практически невозможно.

Следующий ответственный этап работы – установка поршней обратно в цилиндры. Чтобы поставить поршни на место, потребуется оправка для поршневых колец, иначе они будут препятствовать входу поршней в цилиндры. Она может быть как универсальной, рассчитанной на поршни разных диаметров от 50 до 150 мм, или изготовленной специально под конкретный размер. При помощи этого приспособления осуществляется обжимка поршневых колец, после чего поршень вгоняется в смазанный моторным маслом цилиндр путем аккуратного постукивания по днищу каким-нибудь неметаллическим предметом. 
Проверка работоспособности и обкатка мотора
После того как двигатель собран, необходимо убедиться в его работоспособности. Его необходимо завести и дать поработать некоторое время на холостых оборотах. Если он работает устойчиво, можно считать, работа завершена успешно. Следует помнить, что новым деталям нужна обкатка, и чем аккуратнее она будет выполнена, тем дольше прослужит отремонтированный силовой агрегат.
Обкатка длится 2–3 тысячи километров. Чтобы замена не прошла впустую, во время обкатки необходимо соблюдать следующие правила:
ФОРУМ МОТОРИСТОВ
Точить блок или просто менять поршни с кольцами?
Точить блок или просто менять поршни с кольцами?
Сообщение Квазар » 23 янв 2007, 19:52
Пациент: Двигатель ВАЗ-11113, форсирован, постоянно крутится до 8000 об.
Симптомы: Упала компрессия (9,5 и 9, после раскоксовки поднялась 10 и 9,5) – для данного двигателя нормой считается компрессия 12-13. В цилиндрах исчезла хонинговка. Не дымит, если не считать белый дымок – думаю это конденсат (антифриз не уходит). Масло особо не жрет, т.е. с этим вроде проблемсов нет. Но масло чернеет очень быстро. Резьба свечей в масле.
Цилиндры пока не измерял (нечем). Машинка бегает довольно сносно (но не так, как в расцвете сил).
К весне пора браться за блок. Понятно что без измерений цилиндров всё вилами на воде писано, но всё же.
Обычно считается что новые поршни с кольцами в походившие цилиндры – моветон. И действительно, после такого ремонта мотор долго не ходит, у моего знакомого в такой ситуации писец подкрался уже через 20 тыс. км (ему поставили поршни через несколько размерных классов).
Так вот – ТОЧИТЬ или НЕ ТОЧИТЬ? C условием, что, допустим, износ не превышает предельного и еще можно заменить поршни через пару классов.
Может таво, двиг раскидать, купить поршни 1-го ремонтного размера + кольца хромированные ВАЗовские и отдать блок с поршнями на расточку и хонинговку? А потом обкатать всё это нормально…
Что-то не нравится мне вариант с заменой поршней и колец, без расточки цилиндров. Простая замена колец (на нехромированные) тоже кажется бессмысленной, если поршни и цилиндры уже изношены или полопались перегородки…
Сообщение Квазар » 23 янв 2007, 19:54
С маслом в цилиндрах (6-8 кубиков) компрессия 13,5 и 13 .
Измеряю своим компрессометром.
Re: Точить блок или просто менять поршни с кольцами?
Сообщение AB-Engine » 23 янв 2007, 20:13
Квазар писал(а): Пациент: Двигатель ВАЗ-11113, форсирован, постоянно крутится до 8000 об.
Симптомы: Упала компрессия (9,5 и 9, после раскоксовки поднялась 10 и 9,5) – для данного двигателя нормой считается компрессия 12-13. В цилиндрах исчезла хонинговка. Не дымит, если не считать белый дымок – думаю это конденсат (антифриз не уходит). Масло особо не жрет, т.е. с этим вроде проблемсов нет. Но масло чернеет очень быстро. Резьба свечей в масле.
Цилиндры пока не измерял (нечем). Машинка бегает довольно сносно (но не так, как в расцвете сил).
К весне пора браться за блок. Понятно что без измерений цилиндров всё вилами на воде писано, но всё же.
Обычно считается что новые поршни с кольцами в походившие цилиндры – моветон. И действительно, после такого ремонта мотор долго не ходит, у моего знакомого в такой ситуации писец подкрался уже через 20 тыс. км (ему поставили поршни через несколько размерных классов).
Так вот – ТОЧИТЬ или НЕ ТОЧИТЬ? C условием, что, допустим, износ не превышает предельного и еще можно заменить поршни через пару классов.
Может таво, двиг раскидать, купить поршни 1-го ремонтного размера + кольца хромированные ВАЗовские и отдать блок с поршнями на расточку и хонинговку? А потом обкатать всё это нормально…
Что-то не нравится мне вариант с заменой поршней и колец, без расточки цилиндров. Простая замена колец (на нехромированные) тоже кажется бессмысленной, если поршни и цилиндры уже изношены или полопались перегородки…
Re: Точить блок или просто менять поршни с кольцами?
Сообщение Квазар » 23 янв 2007, 23:15
Опаньки, а мужики-то не знают! (с)
Чего-ж я там тогда мерял компрессометром-то, давление вакуума в гиперпространстве?
Если компрессия была весной 2006 года по 12,8 очков в котле (чужим компрессометром), а менее чем через год и 10 тыс. км. упала до 10 (по тому же прибору) очков, а потом и до 9,5 и 9 (уже по моему компрессометру) наверное это что да значит?
Re: Точить блок или просто менять поршни с кольцами?
Сообщение AB-Engine » 24 янв 2007, 01:36
Практически да, именно его . Тогда для сомневающихся, еще раз. Признаки неисправностей механической части двигателя, показывающие необходимость его ремонта :
1. Расход масла, антифриза, дымность.
2. Стуки и посторонние шумы.
3. Потеря мощности, возможно, вследствие выключения отдельных цилиндров.
Где тут компрессия? Только в п.3 с помощью измерения компрессии и то, только по ее разнице по цилиндрам, можно установить неисправность — к примеру, прогар клапана, разрушение перемычки поршня и т.д.
В конкретном случае ни по одному из 3-х пунктов неисправности нет. Тогда надо сделать просто — выбросить компрессометр в мусорку . Или отдать товарищу — пусть меряет на своей машине и ее и ремонтирует .
А специально для всех любителей компрессии — очень поучительный случай из практики. Привозит к нам машину один незадачливый хозяин. Не заводится, говорит. Компрессию померил — 5 во всех цилиндрах. Короче, мотор умер, делайте капремонт. А дело в мороз было. Естественно, мы ему не поверили. Подождите, товарисчь, говорим, Ваша машина будет работать через 10 минут, только в кассу чуть-чуть заплатите. Не поверил, но заплатил. И точно, ровно через 10 минут машина отлично работала без всякого капремонта .
Мораль всей басни проста до ужаса — мотор не завелся в мороз, и все цилиндры были залиты бензином. Бензин смыл все масло со стенок, компрессия упала запредельно. После этого завести просто так мотор нельзя, потому что масло на стенки цилиндра при оборотах стартера (100 об/мин) не попадает, так как не разбрызгивается. Тогда надо масла принудительно по 1 кубику залить в цилиндры через свечные отверстия — и все, мотор работает .
Но многие этого не знают . Поэтому накручивают карбюрацию до умопомрачения — богатая смесь смывает масло со стенок, и компрессия падает. При этом масло быстро чернеет, поскольку богатая смесь всегда дает сажу, смываемую в масло. Но квазарам это невдомек, они бросаются мерить компрессию, проверяют ее возрастание при впрыскивании масла в цилиндры, а дальше с квадратными от ужаса глазами кончают свой совершенно исправный мотор .
Сколько таких моторов кончено, и не сосчитать, наверное
А вот что правда, так это то, что на переобогащенной смеси мотор кончится раньше. Но это будет только тогда, когда расход масла начнет расти. Но совершенно не тогда, когда мифическая компрессия начнет падать — может, это только карбюратор накрутили .
В каких случаях растачивают блок цилиндров
Ко мне на блог часто приходят вопросы касательно силового агрегата, а именно его расточки. Новичкам не совсем понятно — зачем вообще происходит этот процесс, что он дает и сколько раз можно делать. Лично я, когда то сам лично перебирал мотор, нам приходилось точить блок и после этого «гильзовать», все это было на моем МОСКВИЧЕ 2140. В современных же реалиях при совершенно другом уровне смазывающих и охлаждающих жидкостей, такие ремонты ОЧЕНЬ редки, сейчас это делается больше для тюнинга, однако все по порядку …

СОДЕРЖАНИЕ СТАТЬИ
- Для чего делается
- Алюминий и чугун
- Как происходит процесс растачивания
- Гильзы как способ ремонта
- Алюминиевый блок и гильзы
- ВИДЕО ВЕРСИЯ
Для начала небольшое определение
Расточка блока – это процесс физической проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной (почти идеальной) геометрической формы.

Делается при капитальных ремонтах мотора, либо для тюнинга в основном для увеличения мощности.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.
Особенно сильные нагрузки у поршня, он трется об цилиндр блока, причем этот процесс повторяется сотни — тысячи раз всего за одну минуту. Здесь идет максимальный износ, металл стенок стачивается, блок начинает терять свою первоначальную круглую форму. Если утрировать он становится — овальный, а не круглый. Прилегание поршней (а именно его колец) к стенкам начинает ухудшаться, соответственно горючая смесь или отработанные газы начинают поступать в картер, а масло наоборот в рабочую камеру – падает мощность, силовой агрегат начинает «жрать масло»! Из глушителя начинает лететь сизый (синеватый) дым. Это первые звоночки.

Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться
Раньше не было нормальных масел, зимой они дико густели, летом пригорали, смазывающие способности были низкие — моторы приходилось «капитались» уже через 30 – 50 000 пробега, а грузовые итого чаще. Зимой (как ни странно) агрегаты перегревались, все потому что опять же не было нормальных ТОСОЛОВ или антифризов, лили воду которая замерзала, образовывала пробки тут и до перегрева недалеко, пусть локального, пусть не на долго – НО ЭТОГО ХВАТАЛО.

Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.

Вторая причина – это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.
ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Как происходит процесс растачивания
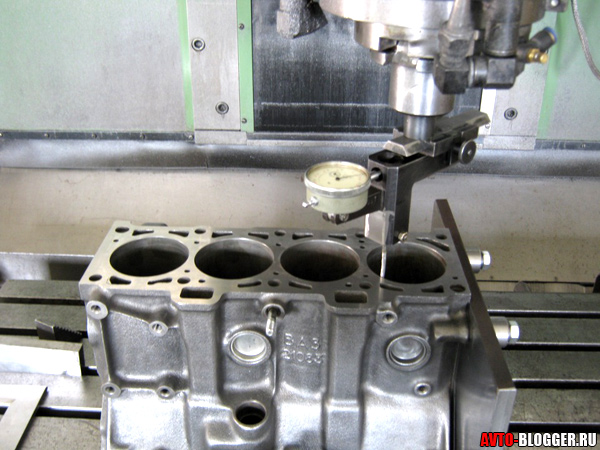
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!
Если процесс расточки выполняется для ремонта, то есть присутствует большой износ (образовался эллипс), тогда производится ряд измерений, при помощи микрометрических стрелочных приборов — сколько нужно снимать со стенок. И ВООБЩЕ ВОЗМОЖНО ЛИ ЭТО или сразу же нужно настраиваться на «ГИЛЬЗОВКУ».
Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.

Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.

И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.
Гильзы как способ ремонта
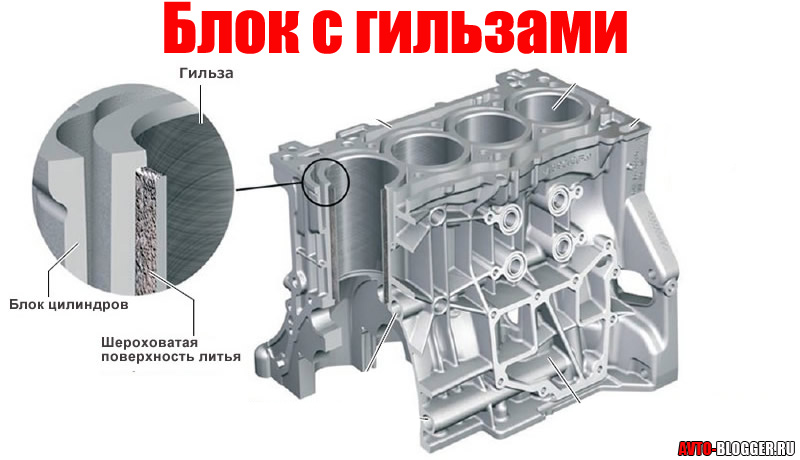
И в чугунных и алюминиевых блоках, есть такое понятие как «ГИЛЬЗОВКА», то есть устанавливаются специальные гильзы – это цилиндрические (как правило — чугунные) полые части похожие на большой кусок трубы.

Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.

Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.
Однако есть двигатели, которые не «гильзуются» с заводов как алюминиевые, так и чугунные. Если чугунный блок мы можем расточить, а также «прогильзовать» вариантом серого чугуна — поставить поршни больше (или такие е же) и кататься дальше — потому как нет разницы теплового расширения металла. То вот алюминий из-за своей сложной технологии изготовления такому зачастую не подвластен. Возникает справедливый вопрос – а можно ли поставить в него гильзы?
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
- При отливке на заводе устанавливаются тонкостенные тонкие чугунные гильзы, толщина стенки 2 – 3 мм. Такие варианты получили название «сухие с чугунными гильзами». Расточка такого варианта допустима, причем под них выпускаются ремонтные поршни и кольца. Устанавливаются на такие машины как – VOLVO, Land Rover, HONDA, SUBARU, NISSAN, SUZUKI и некоторые другие.
- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.
«Сухие гильзы» и SILUMAL достаточно ремонтнопригодны, то есть если у вас упала компрессия в виду износа от большого пробега, то вы легко можете снять 0,5 – 1 мм поставить ремонтную поршневую группу и кататься дальше. ТАКЖЕ для некоторых вариантов SILUMAL производители выпускают ОРИГИНАЛЬНЫЕ алюминиевые гильзы, нужны они, когда расточка будет больше 1мм. Правда стоимость их просто зашкаливает до 200 ЕВРО за одну, зато исключительное соотношение металлов и возможность полного восстановления (также в некоторых случаях можно купить одну штуку в один цилиндр). ИСКЛЮЧЕНИЕМ может быть только то, что стенка блока очень сильно повреждена, на глубину большую, чем возможна ремонтная расточка. Однако такие блоки бывает уже ничем не спасти, бывают фатальные повреждения, например повернуло поршень.
NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
НА этом заканчиваю, думаю было полезно ИСКРЕННЕ ВАШ АВТОБЛОГГЕР
(6 голосов, средний: 4,50 из 5)
Узнать, как расточить цилиндр (блок цилиндров) в домашних условиях, сегодня хотят многие. Тысячи просмотров видео обзоров тому явное свидетельство. Но, к сожалению, это удел лишь тех умельцев, которые способны не просто что-либо сделать, а сделать хорошо. Целесообразности проведения этой операции в своем гараже для тех автолюбителей, которые самостоятельный ремонт считают лишь одним из немногих хобби, мы не видим. Напротив, если вы легко справляетесь с ремонтом многих узлов двигателя, то и расточить блок цилиндров окажется вам по зубам.
Расточка поможет повысить компрессию блока цилиндров
Видео инструкция, как правило, наглядно показывает данное мероприятие, но зритель упускает самое важное – специфику проведения. Ему кажется, что все просто и легко, и он справится, но нельзя забывать, что на видео растачивает блок профи.
Более всего расточка блок цилиндров интересна автовладельцам, озабоченным компрессией. Просмотр большого количества видео для многих становится откровением. Они понимают, что справиться с этим делом правильно в домашних условиях будет крайне сложно.
Как известно, при недостаточной компрессии цилиндров ДВС не может выдавать требуемую мощность, падает динамика автомобиля. Расточка помогает значительно повысить мощность путем увеличения компрессионной площади на цилиндрах.
Несмотря на то, что многие эксперты рекомендуют проводить операцию в автосервисе, желающих освоить нюансы операции становится все больше. И одними видео просмотрами это не ограничивается. В поисках полезной информации заинтересованный автолюбитель спамит форумы и сайты, пытаясь найти легкую в понимании инструкцию, но в большинстве случаев тщетно.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
- Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
- Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!

Перед тем как растачивать блок, было прочитано не мало информации по технологии расточки блоков и вдобавок я плотно общался с опытными в этом деле людьми. Так как сам я по образованию инженер-технолог в машиностроении, то сверх нового из всей добытой информации я не нашел. Самым главным условием для меня в этой операции, явилось то, что расточку цилиндров необходимо выполнить так, что бы оси цилиндров, были перпендикулярны оси вращения коленчатого вала, настолько точно, на сколько это возможно выполнить в моих условиях.
В большинстве статей, упоминается универсальная "скалка", на которой базируется блок цилиндров по коренным шейкам коленчатого вала, и производиться расточка блока. Так же в этой статье было сказано, что иные методы расточки подобным способом (базирования по коренным шейкам) никаким образом не дадут высокой точности. Но я вам скажу одно, не бывает единственной технологии изготовления изделий, для того и учат инженеров-технологов, что бы они разрабатывали технологические процессы обработки, и применяли наивыгоднейший из множества возможных. Но у меня здесь не завод с серийным производством или какая нибудь мастерская по расточке блоков, для которой нужна только лишь прибыль, а индивидуальная работа, которую нужно выполнить с максимальной точностью, любыми возможными путями.
Возможности изготовления данной "скалки" у меня не было, да и для одного раза изготавливать довольно точное приспособление не рационально, поэтому я пошел другим путём.
Выставив на своем станке блок, базируя его по плоскости прилегания ГБЦ, с помощью измерительного индикатора я выявил непараллельность пастели коленчатого вала относительно плоскости установки масляного поддона (именно на него базируют блок при расточке на заводе и на СТО) равную 0,08 мм. Это недопустимый показатель для высокофорсированного мотора! В итоге, с помощью некоторых манипуляций, мне удалось выставить блок на шлифовальном станке, так, что пастель коленчатого вала лежала ровно в плоскости горизонта, и при этом установе выровнять все остальные плоскости блока (плоскость прилегания ГБЦ, плоскость установки поддона картера). После проверки, допуск непараллельности плоскостей составил не более 0,01 мм. Это достаточно точный допуск. После этого, я спокойно установил блок на обрабатывающий центр по плоскости установки масляного поддона, и приступил к расточке цилиндров.
К этому времени был приобретён комплект поршней СТИ модели 219.09М.

Минимальный зазор поршень-цилиндр для данных поршней составляет 0,06 мм. После расточки, я планировал отдать блок на хонинговку, так как сам данную операция выполнить не мог. Договорился с хорошими знакомыми, которые в этом деле не первый десяток лет. И что вы думаете?! Мне испортили блок! После хонинговки форма цилиндра имела "седлообразную" поверхность. Скажем так, верх — зазор 0,06 мм., середина — зазор 0,04 мм., низ — зазор 0,06 мм. Поршень мог бы спокойно заклинить в середине цилиндра.
Тут было два варианта, первое — это новый блок, но как известно старые блоки менее подвержены деформации в последующей эксплуатации, так как металл уже прошел цикл естественного старения, а покупать старый с разборки не особо то хотелось, тем более нужно было бы переделывать документы по смене агрегата. Второе — это новый комплект поршней, самой последней группы, что конечно же повлияет на величину зазора в замке поршневых колец. В итоге был принят второй вариант. Часть затрат мне компенсировали на этой самой бракодельной СТО, которые ещё и смеялись надомной, утверждая, что расточка цилиндров в строгой перпендикулярности оси коленчатого вала это вообще не на что не влияет. Я не спорил, просто молчал и всё, оставаясь при своем мнении.
После того как пришел новый комплект поршней, я расточил блок заново сразу в размер, и провались она пропадом эта хонинговка. В моём городе качественно её никто не сможет выполнить. Зато я получил "идеальную" геометрию цилиндра, без эллипса, "бочкообразности" и "седлообразности"!
Замечу ещё один не маловажный на мой взгляд момент. При правке блока на шлифовальном станке, и последующей расточки, я использовал имитатор КПП. Стальная плита, толщиной около 10 мм. прикрученная четырьмя болтами, с необходимым моментом, к местам крепления КПП на блоке цилиндров. По некоторым утверждениям, она создаёт напряжения в блоке цилиндров, из-за которых после расточки без неё, якобы "вытягивается" четвертый цилиндр, и приобретает форму эллипса, из-за этого пропадает компрессия, отмечается повышенный расход масла и т.д. Проверим, думаю вреда она не принесёт.
При расточке блока цилиндров что нужно менять
Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.
Что такое расточка блока цилиндров и для чего она нужна
Цилиндры растачивают в случае их износа, как вы уже знаете далеко не все цилиндры изнашиваются равномерно. Чтобы установить степень износа цилиндра специалисты используют специальную систему оценки, которая сводится к двум размерным параметрам цилиндра. 1
. Изменение первоначальных размеров на 0,05 мм в верхней мертвой точке, верхнего поршневого кольца, а не самого поршня.
2
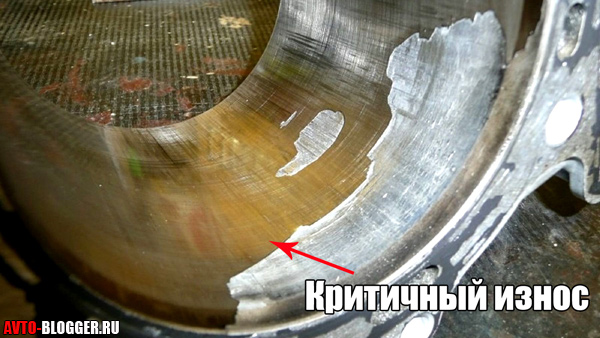
. Изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра. То есть, в случае изменения параметров до таких величин — делаем вывод о необходимости немедленного ремонта. Хуже этой ситуации может быть разве что возникновение дефекта в виде ступеньки в верхней части цилиндра, именно по вине этой ступеньки разбиваются поршневые кольца, и посадочные места под поршневые кольца. Все это сопровождается весьма ощутимыми ударами, а сам мотор начинает работать с сильной вибрацией. Возникшая эллипсность не позволяет поршневым кольцам как следует прилегать к стенкам цилиндра. Такое явление чревато другой неприятностью, из-за неплотного прилегания выхлопные газы «попрут» из цилиндра в картер, нарушится компрессия в двигателе и возникнет эффект, который называют в народе «двигатель жрет масло». В итоге кольца от постоянных ударов просто развалятся на мелкие части, которые окончательно поцарапают стенки цилиндра, в итоге уже никакая расточка и никакой капремонт не спасет этот двигатель. Расточка блока цилиндров позволяет восстановить геометрию цилиндров, а также нормальное положение сопряженных деталей по отношению друг к другу. Добиться лишь правильной геометрии цилиндра недостаточно, для того чтобы восстановить правильную соосность и оптимальное расположение всех деталей относительно поверхности, цилиндры как и раньше будут разбиваться в процессе работы двигателя. Избыточное трение и напряжение, возникающее при отсутствии соосности, будет разрушать другие зависимые узлы, которые относятся к поршневой группе. Возникнут дополнительные нагрузки на все движущиеся элементы, которые участвуют в процессе работы двигателя, возможны изгибы, трещины, деформация.
Еще одна причина расточки
– это банально увеличения объема. Опять же если позволяет блок (а точнее его стенки) происходит расточка, устанавливаются поршни больше диаметра, они имеют большую способность засасывать воздушно-топливную смесь. Если утрировать поршень диаметром в 79,8 мм, засосет гораздо меньше, чем с диаметром в 82 мм. Топливо сгорает больше, а соответственно давление воспламененной смеси на поршень выше, вот вам и увеличение мощности. ДЕЛАЮТ в основном тюнеры для прокачки своих «железных» коней.
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.
Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.
А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.
Растачивание отверстий [ править | править код ]
Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Устройство расточного резца [ править | править код ]
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков: