Когда и, что лучше паять с канифолью, а когда с кислотой или бурой?
При пайке, в отличие от сварки, соединяемые поверхности не расплавляются для смешивания слоев с последующим отвердением, а остаются в неизменном твердом состоянии и расплавляется только дополнительно добавленный металл, который и соединяет между собой соединяемые поверхности. Эта добавка называется припой.
Для того, чтобы края соединяемых деталей хорошо сцепились друг с другом, нужно, чтобы они хорошо смачивались припоем. Достичь этого можно применяя различные флюсы: канифоль, бура и, так называемая, кислота.
Канифоль
Канифоль производят из смолы хвойных деревьев и представляет собой твердое вещество, отчасти по цвету напоминающее янтарь.
Для удобства пользователей производители упаковывают ее в различную тару.

Может также поставляться в продажу в составе готового припоя.

Пользоваться таким припоем очень удобно, так как плавящийся припой с флюсом одновременно покрывают стык спаиваемых деталей, сокращая время процесса.
Канифоль применяется в основном при пайке электротехнических изделий, таких как провода, радиодетали, микросхемы, поскольку она совсем не окисляется со временем, что способствует длительному и прочному соединений.

Бура — это еще один флюс, который используется при пайке. Для этих целей она поставляется в виде порошка. В продажу поступает упакованная в баночки или целлофановые пакетики.

Бура имеет высокую температуру плавления (около 900 градусов) и для ее расплавления и последующего нанесения обычный паяльник не подойдет ни коим образом, а уж о пайке радиодеталей с использованием буры и думать нечего!
Применяется такой флюс преимущественно при пайке крупных деталей из цветных металлов, в основном медных труб систем отопления и кондиционеров, бронзы, сталей тугоплавкими припоями с помощью паяльной лампы или газовой горелки.

Паяльная кислота.
Сразу надо заметить, что такое название в корне неправильное, так при пайке используется не чистые кислоты, а производные на их основе — ортофосфорной, серной, азотной.
Последняя наиболее известна, а потому больше всего применяется в быту. К тому же ее очень легко приготовить самостоятельно — потребуются лишь сама кислота, цинк (можно использовать даже корпус батарейки), чистая вода, стеклянная емкость и время.
Применяется паяльная кислота при соединении сильно загрязненных (химически) металлов: меди и ее сплавов, никеля, железа, конструкционных сталей и сплавов цветных металлов. Также, как и в случае с бурой, паяльную кислоту нельзя применять при спаивании проводов и радиодеталей, поскольку со временем место соединения окисляется и разрушается.
Выпускается соляная кислота для пайки расфасованная во флакончики из ПЭТ-материалов со специальными носиками для удобства нанесения на место пайки.

Преимущества паяльной кислоты в быстром и качественном обезжиривании деталей и хорошим и надежным соединением.
К недостаткам, как уже говорилось выше, является то, что этот флюс под зоной пайки и рядом с ней еще длительное время реагирует с металлом, разрушая соединение. Кроме того, она плохой проводник электротока и вызывает местный нагрев при его прохождении через место спайки, нарушая тем самым электротехнические параметры.
Паяльный жир.
Есть еще один флюс, который почему-то незаслуженно редко применяется при пайке — это паяльный жир. Этот вид флюса из-за своей специфичности редко используется в быту, но активно применяется у профессионалов в области ремонта электроаппаратуры.
Паяльная жировая смесь в своем составе содержит, канифоль, стеарин, технический вазелин, хлорид цинка, хлорид аммония, высокоочищенную воду. Внешне походит на животный жир и потому и получил такое название.

В зависимости от консистенции и сочетания химических компонентов паяльный жир разделяют на два вида— нейтральный и активный.
Первый содержит канифоль и стеарин и применяется для удаления оксидов для пайки деталей оловянно-свинцовым припоем.
Второй сделан на основе вазелина и парафина и имеет большую коррозийную активность и используется при пайке цветных металлов и сильно поржавевшего железа. Из-за своей высокой способности вызывать коррозию не может быть использован для пайки печатных плат.
А из этого видео вы узнаете еще кое-что о выборе флюса по другим аспектам.
Канифоль, это флюс, если точней,то одна из разновидностей флюса.
Флюс для пайки, это вещество для очистки поверхности перед пайкой от жировых загрязнений, от оксидной плёнки и.т.п.
И причём флюс естественного (ну или природного) происхождения (составная часть смолы хвойных деревьев).
Визуально представляет из себя стекловидную массу и причем у канифоли нет чёткой границы плавления (после нагревания канифоли паяльником под воздействием температуры она плавится постепенно), она аморфна.
Выглядит вот так канифоль в заводской упаковке

Канифоль в качестве флюса чаще используется для работы в домашних условиях, я например медные провода спаиваю между собой с использованием именно канифоли, а не иных флюсов, результат положительный, во всяком случае такое соединение намного качественней скрутки, а клеммы не всегда есть под рукой.
Если в целом, то канифоль используется там где к прочности соединений нет особых и жёстких требований.
Помимо прочего канифоль в сравнении с другими флюсами имеет демократическую цену, то есть это не дорогой флюс и плюс практически безвредный, это важно для работы в домашних условиях.
Так же её используют при пайке различных микросхем.
Бура, это тоже флюс, но в отличие от той же канифоли, флюс высокотемпературный (температура плавления 700 и выше градусов).
Химически бура, это декагидрат тетрабората натрия.
Используется при пайке различных металлов и их сплавов, там где есть особые требования к прочности соединений.
Я например, использую этот флюс при пайке медных труб (канифоль тут не подойдёт) и отопления и водопровода, результат положительный.
И причём, эту же буру можно использовать при ремонте тех самых медных труб.
Естественно бура (флюс) используется вместе с припоем.
Визуально, это порошок белого цвета.
Паяльная кислота, частично "конкурент" буры, может использоваться и для пайки (точней при подготовке к спаиванию) меди в том числе, но помимо этого паяльная кислота используется и при работе с конструктивной сталью, никелем, железом, различными сплавами цветных металлов и.т.д.
Например нужно спаять между собой детали из алюминия, или стальные детали, то бура тут может и не справиться, нужна паяльная кислота.
В отличие от той же канифоли, паяльная кислота используется там где есть повышенные требования к прочности соединений.
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.

Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.

Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.

Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.

Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта
40% и абсолютно не вреден для печатных плат.

Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.

Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!

Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.

Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.

Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.

Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.

Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
 Романов А.С.
Романов А.С.  Опубликована: 2012 г.
Опубликована: 2012 г.  0
0  1
1
 Вознаградить Я собрал 0 2
Вознаградить Я собрал 0 2
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
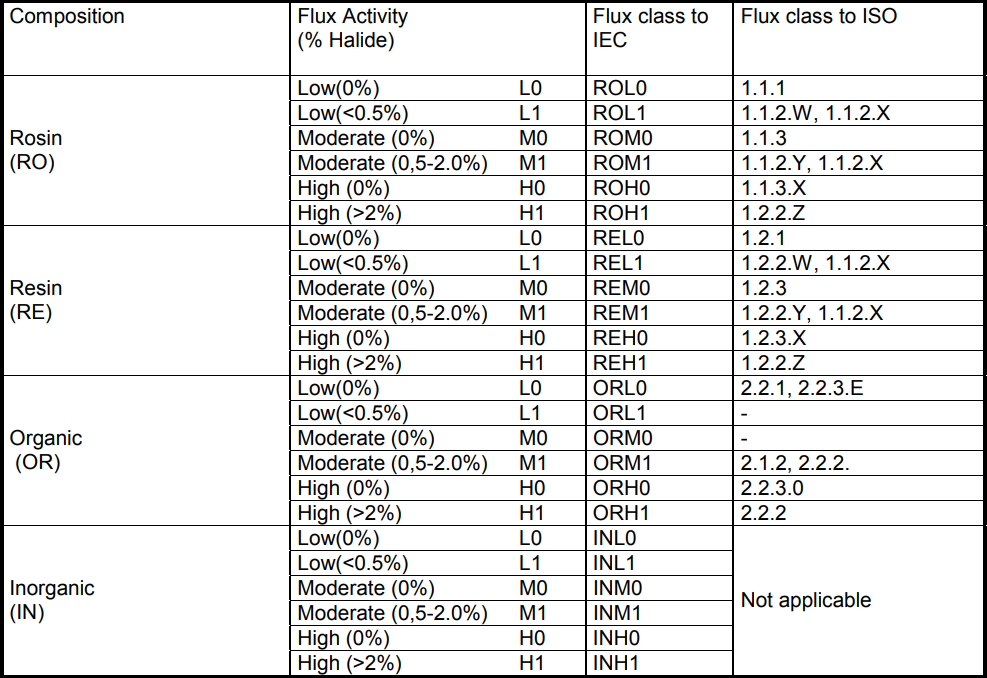
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Это должен знать каждый радиолюбитель: разница между канифолью и флюсом
Перед тем, как приступить к спаиванию металлов, многие задаются вопросом, что выбрать – флюс или канифоль. Зная, в чем разница между канифолью и флюсом, можно спаивать между собой металлы, не беспокоясь за качество шва. Правильно подобранное вещество обеспечит хорошее расплавление припоя и прочное соединение поверхностей. Чтобы надежно скрепить между собой олово, медь, латунь, железо, серебро, никель или нержавеющую сталь, стоит обратить внимание на вспомогательные вещества.
Особенности канифоли
Канифоль — вещество, состоящее из смоляных кислот и их изомеров. Его получают из живицы хвойных деревьев, поэтому обладает характерным смолянистым запахом и имеет охристый, желтый, оранжевый или красный оттенок. Сфера применения этого химического соединения широка: легкая промышленность (изготовление экокожи, пластика, резины, лакокрасочных изделий и т.д); пищевая промышленность (добавка Е915); искусство (натирание деталей смычковых музыкальных инструментов); спорт (предотвращение скольжения в балете, бейсболе, тяжелой атлетике); электротехника и электроника (паяние).

канифоль паяльная
Канифоль оптимально подходит для паяния, поскольку:
- Обеспечивает быстрый процесс лужения;
- гарантирует прочность места контакта;
- в случае необходимости легко удаляется с поверхностей;
- не подвержена воздействию влаги;
- не вступает в химическую реакцию с поверхностями, подлежащими соединению;
- не токсична.
Обычно при спайке используется твердая канифоль, которая продается в виде стекловидных брусков или порошка. Однако некоторые техники отдают предпочтение жидкой канифоли. В состав ее входят органические соединения, благодаря которым вещество удобно наносить на небольшие поверхности. Кисточка, которой снабжен флакон, позволяет использовать эту жидкость точечно. Остатки можно убрать при помощи спирта или воды.
Использовать канифоль необходимо для того, чтобы избавиться от оксидных пленок, покрывающих любые металлические поверхности. Входящая в состав канифоли абиетиновая кислота обеспечивает мгновенное растворение такого налета, при этом гарантировано хорошее растекание металла.
Флюс: что это такое?
Флюс – вещество, обеспечивающее прочный контакт между деталями, подлежащими спайке. Благодаря его использованию, очищается поверхность соединяемых металлов, рабочие поверхности не окисляются во время паяния и после него. Это гарантирует мощное сцепление атомов металлов и предотвращает возникновение коррозии. Флюс и соединяемые поверхности обычно не вступают в химическую реакцию между собой (за исключением предназначенных для реактивно-флюсовой пайки).

жидкий флюс во флаконе с кисточкой
При паянии обычно используются следующие флюсы:
- нашатырь; ;
- ортофосфорная кислота;
- ацетилсалициловая кислота;
- хлористый цинк, и т.д.
Каждый из них применяется исходя из физико-химических характеристик соединяемых поверхностей. Например, ортофосфорную кислоту необходимо использовать для соединения поверхностей из алюминия и нержавеющей стали, хлористый цинк лучше всего соединяет черные металлы, бура подойдёт для нержавеющих и жаропрочных сталей.
Многие флюсы представляют собой сложную смесь химических компонентов. Так, соединение хлористых калия, цинка и лития с фтористым натрием предназначено для растворения окислов алюминия. Соединив буру, борную кислоту и насыщенный раствор хлористого цинка, можно получить качественное вещество для спаивания нержавеющей стали.

пайка с использованием флюса
Отметим, что для того, чтобы самостоятельно изготовить многокомпонентное соединение, нужны хотя бы некоторые знания в области химии, знание пропорций, качественные ингредиенты и средства индивидуальной защиты. Поэтому, если хотите спаять детали в домашних условиях, флюс лучше всего приобрести в специализированном магазине. На сегодняшний день спектр предлагаемых веществ для пайки довольно широк.
Самым безопасным и популярным флюсом является канифоль. Это вещество наиболее распространено, поскольку имеет вполне доступную стоимость и его можно приобрести на любом рынке. В отличие от прочих флюсов, канифоль может плавиться при относительно низких температурах (от 52 градусов по Цельсию), поэтому применяется в том числе при пайке в домашних условиях.
Есть ли отличия между канифолью и флюсом?
Кроме большей популярности у техников, канифоль не имеет принципиальных отличий от других флюсов. Как и эти вещества, канифоль тоже выполняет утилитарную функцию — гарантирует устойчивость места спайки. Она также может употребляться и в твердом, и в жидком агрегатном состоянии – в зависимости от типа припоя. Нет различий в способе применения: любое вспомогательное вещество наносится на предварительно зачищенную поверхность, при наличии излишков они впоследствии аккуратно удаляются. Еще одно (и немаловажное) качество всех флюсов – они производятся в соответствии с ГОСТ, поэтому хорошее качество спайки гарантировано.
Канифоль — это флюс или вещество иного предназначения? Такой вопрос может волновать всех тех, кто на практике столкнулся с необходимостью спаять металлические поверхности.
Таким образом, выбор между канифолью или флюсом – проблема, касающаяся скорее родо-видовых понятий, чем существенно различающихся между собой материалов. Флюс имеет множество разновидностей – солей, кислот, иных химических соединений – одной из которых является и канифоль. Чтобы определиться, какой их них лучше использовать при электротехнических работах, нужно учесть состав соединяемых поверхностей, их поверхностное натяжение, степень загрязнения и прочие физико-химические факторы.