Трафареты для поверхностного монтажа на заводе JLCPCB
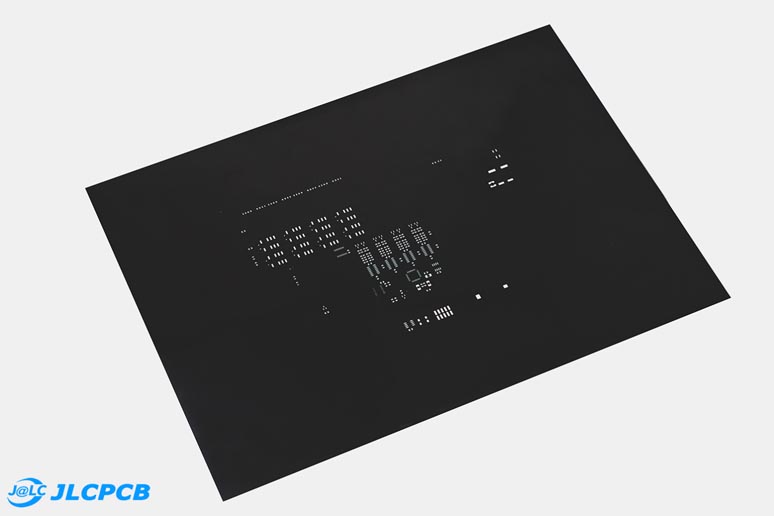
Трафарет для поверхностного монтажа предназначен для нанесения паяльной пасты на пустую печатную плату. В фольге из нержавеющей стали лазером вырезаются отверстия под контактные площадки каждого компонента поверхностного монтажа, имеющегося на плате. Трафарет аккуратно совмещают с верхней стороной печатной платы, а затем за один проход с помощью металлического ракеля через отверстия наносится паста. После отделения трафарета от печатной платы на ней остается паяльная паста, готовая к установке на нее SMD компонентов. В отличие от ручного нанесения паяльной пасты, этот процесс гарантирует воспроизводимость результатов и экономит время.
Как изготавливается трафарет
JLCPCB, являясь крупнейшей в Китае компанией по производству прототипов печатных плат, также в течение 24 часов в сутки изготавливает для своих клиентов трафареты для поверхностного монтажа. Компания предлагает самые дешевые профессиональные трафареты в мире, которые будут стоить всего $7 за штуку. Все трафареты изготавливаются из специального высококачественного материала с помощью приобретенных в Германии лазерных станков, гарантирующих высокую точность и стабильность качества. Давайте посмотрим видео, чтобы представить себе весь процесс производства трафаретов на заводе JLCPCB.

Типы трафаретов
JLCPCB предоставляет возможность выбора между трафаретами в рамке и безрамочными трафаретами. Трафарет в рамке предназначен для машинного нанесения паяльной пасты. Безрамочный трафарет рассчитан на ручное нанесение пасты. Безрамочный трафарет дешевле и легче (0.2 кг), поэтому его доставка будет стоить меньше.
Безрамочные трафареты
Безрамочные трафареты предназначены для работы со специальными системами натяжения, известными как многократно используемые рамки трафаретов. Трафареты такого типа не требуется вклеивать в рамку. Безрамочные трафареты рекомендуется использовать для сборки прототипов или малых тиражей печатных плат. Благодаря компактности, они удобны при хранении, так как занимают намного меньше места, чем трафареты в рамках. Кроме того, хранение таких трафаретов обходится дешевле.
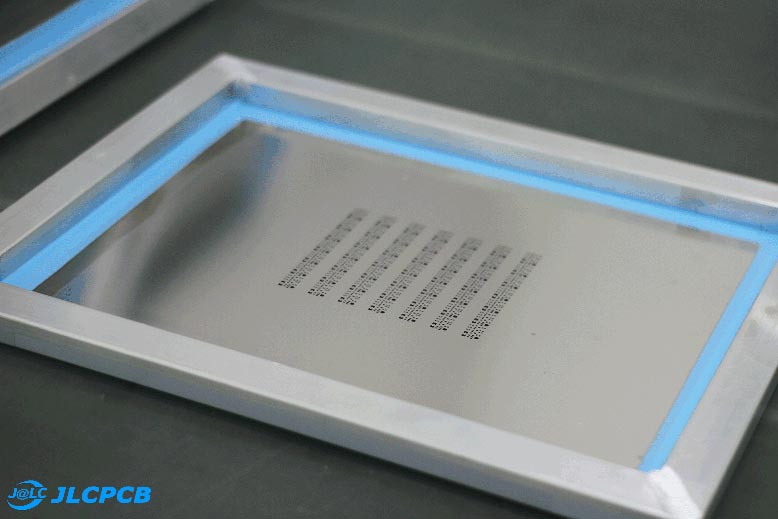
Трафареты в рамках
Рамочный, или склеенный трафарет – это туго натянутая трафаретная фольга, постоянно вклеенная в рамку по ее периметру. Такие трафареты рассчитаны на массовое автоматизированное производство печатных плат. Благодаря высокой точности и износостойкости, рамочные трафареты хорошо подходят для крупносерийного производства. Если потребитель не найдет подходящего размера в ряду популярных форматов рамочных трафаретов, мы изготовим ему нестандартный трафарет.
Заказ трафарета у JLCPCB
Заказать у JLCPCB трафареты можно либо вместе с печатными платами, чтобы сэкономить на стоимости доставки, либо отдельно.
Заказ трафаретов вместе с печатными платами
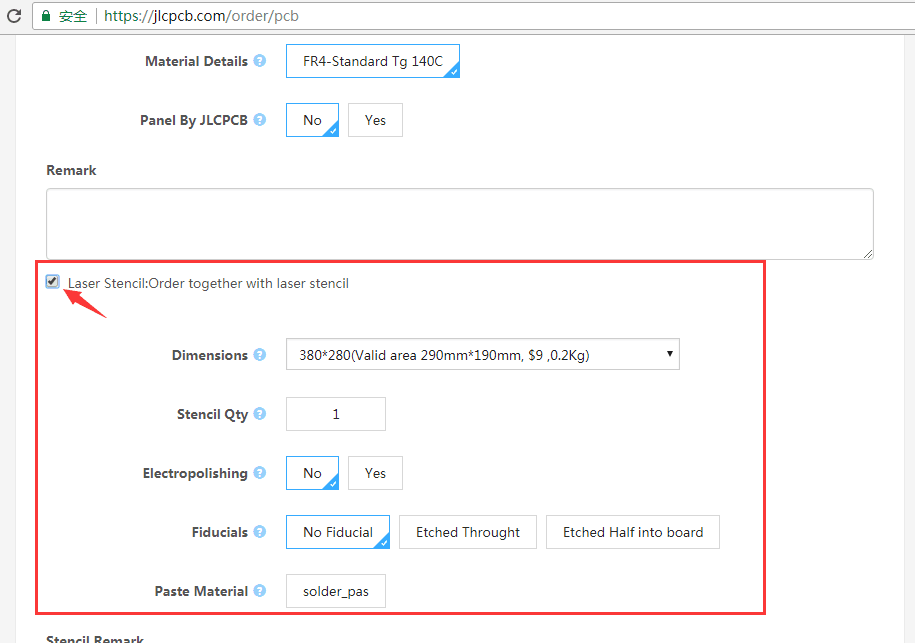
При заказе платы после загрузки Gerber файла и заполнения спецификации вы можете дополнительно заказать «Лазерный трафарет», просто выбрав опцию «Laser Stencil: order together with laser stencil» (Заказать вместе с трафаретом).
Отдельный заказ трафаретов
Если вы забыли про трафареты при заказе плат, или хотите, чтобы на границе трафарета были сделаны нестандартные вспомогательные отверстия, можете заказать трафарет отдельно на странице «Quote».
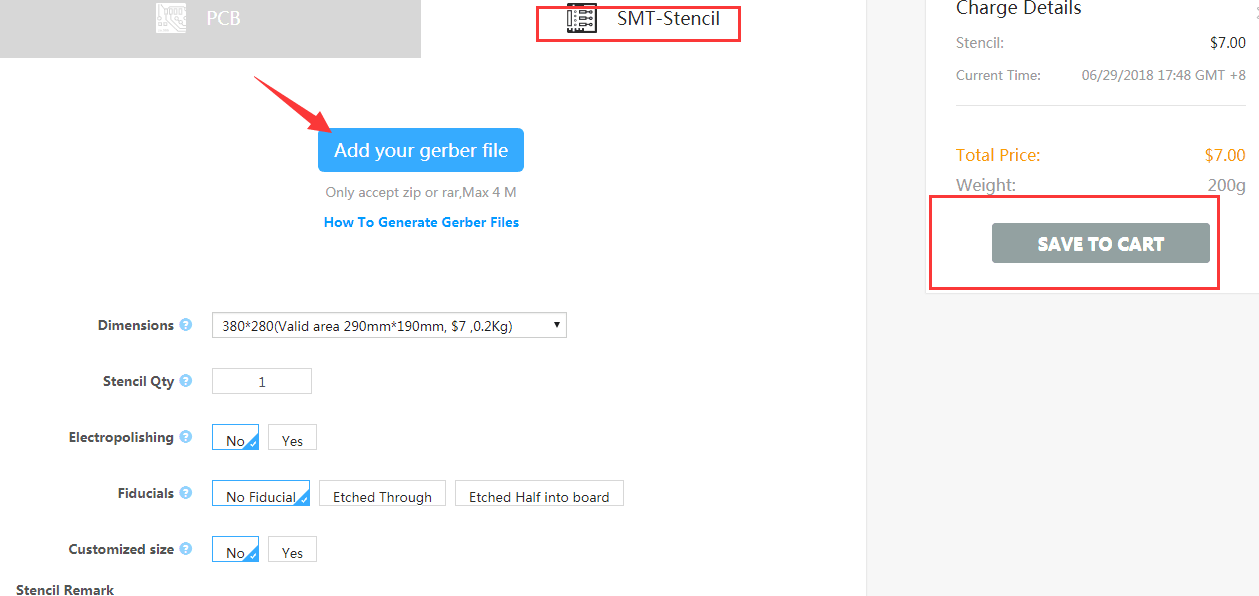
Кликните на кнопку «Add your Gerber file» (Добавьте свой Gerber файл), чтобы загрузить Gerber файл, и введите параметры трафарета.
1. Размеры
Убедитесь, что размеры трафарета, выбранного из стандартного ряда, превышают размеры вашей печатной платы.
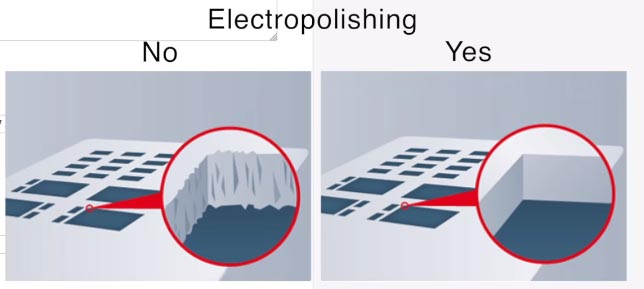
2. Электрополировка
Электрополировка, известная также как электрохимическое снятие заусенцев, удаляет мелкие заусенцы, улучшает качество поверхности и делает гладкими внутренние стенки отверстий, что улучшает отделение паяльной пасты. Это особенно важно для микросхем в корпусах с шагом выводов менее 0.5 мм и в корпусах BGA.

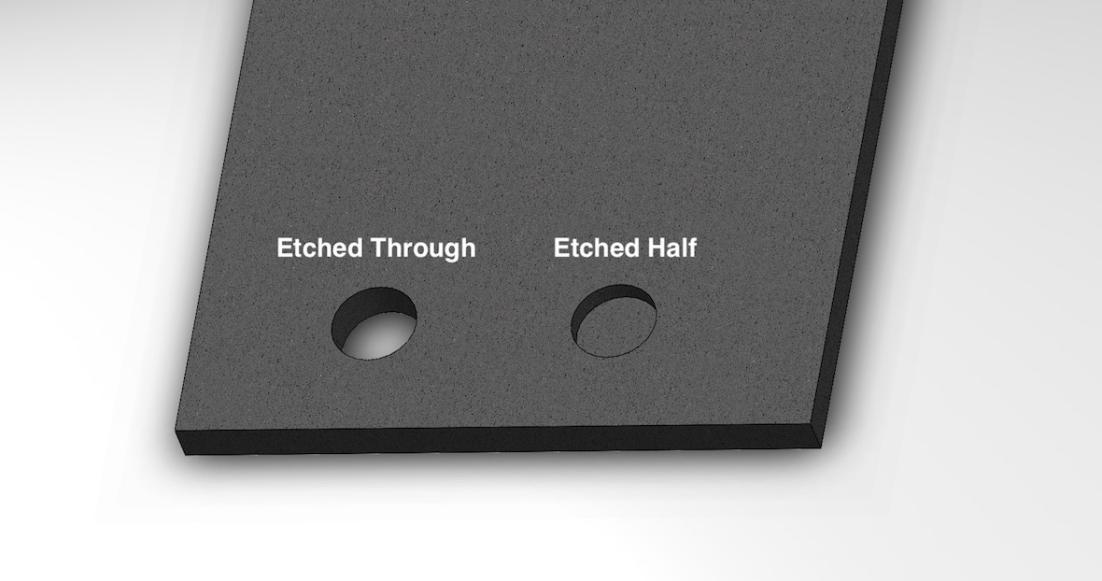
3. Реперные метки
Реперные метки необходимы для того, чтобы помочь машине найти нужные места на печатной плате. Их диаметр обычно равен 1 мм. JLCPCB предлагает три варианта: сквозные метки (Etched Through), метки на половину толщины печатной платы (Etched Half) и без меток. Если ваша установка трафаретной печати оснащена системой технического зрения, реперные метки глубиной в половину толщины платы обеспечат автоматическое совмещение платы с трафаретом. Если вы совмещаете трафарет с платой вручную, больше подойдут сквозные метки, а при их отсутствии можно выполнить совмещение, просто ориентируясь на любые контактные площадки.

4. Произвольный размер
Вы можете выбрать произвольный размер, и мы изготовим трафарет, соответствующий вашим запросам.
BGA пайка с нуля
BGA — это тип корпуса микросхем. Микросхема припаивается при помощи шариков к плате. Благодаря этому уменьшается площадь платы, и повышается компоновка в целом. Основные неисправности при этом это так называемый отвал микросхемы от платы. Поговорим поподробнее об основных способах накатки, трафаретах и процессе пайки.
Что такое микросхемы BGA
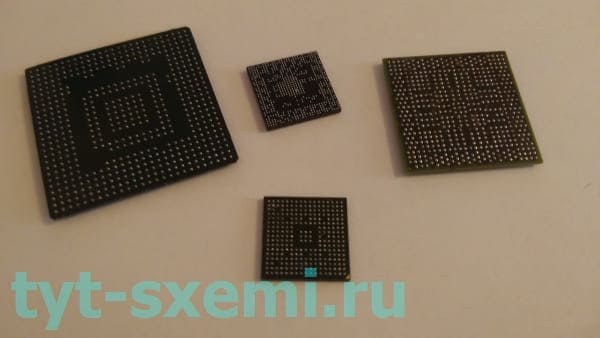
В зависимости от назначения и устройства микросхемы бывают разного размера, что в свою очередь влияет на диаметр и шаг шариков.
Например, мост от материнской платы компьютера и процессор от смартфона отличаются колоссально (еще меньше разве что шарики от процессора к подложке).
Так же BGA микросхемы часто покрывают компаундом в целях охлаждения, защиты от влаги и механического воздействия, однако при этом получается намного сложнее сделать замену такой микросхемы.
Что нужно для пайки BGA
Паяльная станция (фен и паяльник), припой (bga паста или шары), пинцет, изопропиловый спирт (или бензин калоша), оплетка для снятия припоя, термоскотч и трафареты. Еще понадобится нижний подогрев и инструменты для удаления компаунда с платы (химикаты, острые пинцеты и лезвия).
Какие бывают трафареты

Трафареты бывают очень разные.
Шаг между контактами, диаметры шариков и их уникальное расположение могут потребовать свой уникальный рисунок. Иногда они продаются как отдельно друг от друга, так и в сборке. Например, для iPhone разных моделей продаются прямоугольные трафареты сборники, где есть все необходимые рисунки.

Есть универсальные, у которых нет «рисунка» и ими можно накатывать разные микросхемы.
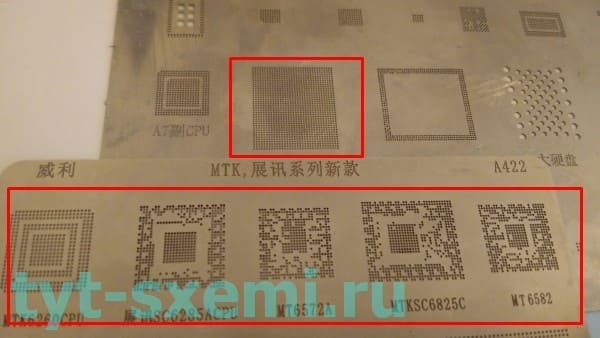
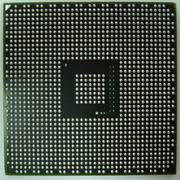
На фотографии сверху расположен трафарет для процессора iPhone. Он универсален, и отлично подойдет для MTK процессоров.
Универсальные трафареты подходят только в том случае, если шаг и диаметр шариков совпадает и нет хаотичного расположения. То есть, контакты должны быть прямолинейными, но если контакты находятся чуть-чуть не по прямой линии, то тут такие трафареты не особо помогут. Специализированные же имеют рисунок, и ими легче наносить шарики.
Однако не всегда в наличии есть нужный трафарет и его отдельно приходится заказывать. Так же есть и 3D трафареты, которые очень удобно крепятся. Есть как одиночные трафареты, так и на одном листе все сразу.
Еще к трафаретам предъявляются высокие требования качества. Они не должны быть гнутыми, мятыми, иметь большие царапины, резко гнуться от небольшого нагрева. Также имеет значение качество отверстий. Они должны быть строго по рисунку BGA, одинаковых размеров и без перекосов.
Припой
Есть два основных типа припоя для накатки шаров.
Паяльная паста
Паяльная паста — это тоже самое, что и обычный припой с флюсом. Только она имеет пастообразную форму.
В этой пасте содержится флюс и микроскопические шарики из припоя.
Преимущества пасты:
- Пасту удобно наносить на трафарет;
- Не требует много места для хранения;
- Можно использовать на любом трафарете;
- Позволяет восстанавливать оторванные контакты на микросхеме и плате

Недостатки пасты:
- Шары получаются не одинаковых размеров;
- Паста со временем высыхает (можно, конечно, разбавить с другим флюсом, но у нее уже не будет прежних свойств);
- Шары можно получить только с использованием трафаретов;
- Большой расход для крупно габаритных микросхем.
Из популярных — можно использовать пасту от производителя Mechanic. Самые ходовые и популярные — это XG30 и XG50. Продается в небольших баночках (есть разные размеры) и шприцах. 
Температура плавления от 180 ℃. Хранится при температура от 0 ℃ до +10℃. Кстати, шарики в этой пасте начинаются с диаметром от 25 микрон (а в некоторых баночках и от 20). Такой диаметр шариков в домашних условиях трудно сделать, поэтому самодельные пасты уступают заводским.
Готовые шарики
Готовые шарики продаются разных диаметров. Бывают как 0,15 мм, так и 1 мм. 
Преимущества готовых шаров:
- Их проще паять, чем паяльную пасту (именно паять, а не наносить);
- Возможность нанесение шаров без трафарета (каждый шарик отдельно припаивается на микросхему);
- Одинаковые размеры шаров, по сравнению с пастой;
- Лишние шарики после накатки можно использовать повторно/
Недостатки готовых шаров:
- Нужно покупать много шариков разных диаметров, поэтому итоговая стоимость будет выше, по сравнению с пастой;
- Неудобное нанесение шариков на трафарет, их нужно перебирать и отсеивать лишнее;
- Требуется дополнительный флюс.
Выбор зависит в целом от потребностей и навыков. Кому-то проще будет с пастой. А при ремонте ПК, пасты будет мало, поэтому шары будут экономичнее. Все зависит от ситуации.
Какой паяльный флюс выбрать для BGA
Лучше всего подойдет пастообразный или гелевый флюс. Не пытайтесь паять жидкой канифолью или жиром. Канифоль и жир слабо распределяют температуру по шарикам, и еще начинают кипеть при нагреве. А это большой риск, поскольку микросхема может подскочить из-за большого парообразования. И в таком случае шарики слипнуться.
К тому же, спирто-канифоль будет негативно влиять на контакты под микросхемой.
Из бюджетных вариантов подойдет RMA 223 или его высококачественные клоны. Не покупайте дешевые подделки, которые стоят меньше 4$. Они плохо смачивают припой. 
Отечественный вариант флюса для BGA — Interflux (интерфлюкс) IF 8300. 
Если позволяет бюджет, то можно попробовать Martin HT00.0017. 
Накатка шаров
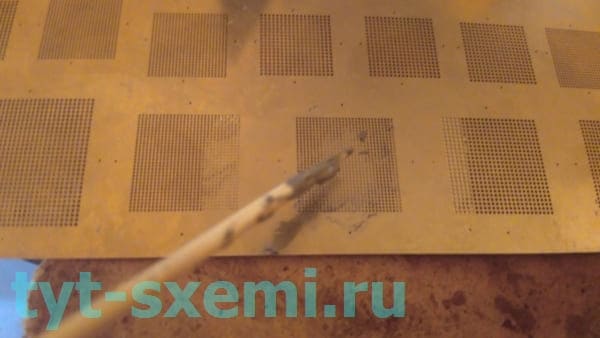
При накатке шаров необходимо использовать чистый и ровный трафарет (особенно при пайке пастой).
Пример гнутого и грязного трафарета. Он не подойдет для накатки. 
Пайка небольшой BGA eMMC микросхемы

Чистим микросхему изопропанолом. Ее контакты должны быть ровными. Если есть припой — удалите паяльником. Микросхему и трафарет во время пайки надо класть только на салфетки или деревянные дощечки. Металлическая поверхность будет впитывать в себя тепло, а деревянная, бумажная или воздушная нет.
Чем крепить микросхему к трафарету
Есть несколько вариантов. Первый — это термоскотч. Он быстро крепится, не оставляет после себя много клея и не экранирует высокую температуру. Из недостатков — быстро отклеивается и не надежно крепится по сравнению с алюминиевым термоскотчем скотчем. 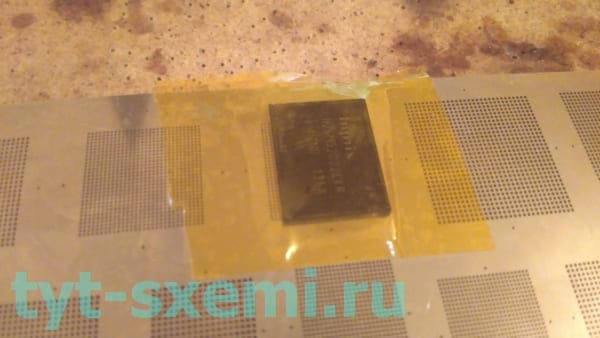
Алюминиевый скотч надежно крепится к плате, но оставляет после себя много клея и экранирует температуру. 
С одной стороны, алюминиевый лучше крепится, с другой быстрее и практичнее использовать обычный термоскотч. Начните учится с алюминиевого, пробуйте разные варианты.
Нанесение пасты
Пасту наносим обычной зубочисткой или лопаткой. Можно использовать ватные палочки, но они впитывают в себя много пасты.
На поверхности трафарета не должны оставаться большие комки припоя, иначе они слипнуться и придется их отпаивать.
Придерживание трафарета
Если во время нагрева трафарет начинает гнуться, и не получается нанести шары, то его нужно придерживать пинцетом. 
Давить нужно не сильно, небольшим давлением. Нагреваем трафарет сначала до 100 °C, затем увеличиваем до температуры плавления пасты. Обычно это от 200 до 260 °C. Шарики должны сформироваться постепенно. Если быстро повысите температуру — флюс в паяльной пасте начнет кипеть и припой выпрыгнет с трафарета. Придется начинать все заново
Стекло и тачскрин
Также можно использовать стекло или тачскрин, чтобы придерживать трафарет. 
Если перепады температур и давление буду высокими, то стекло может треснуть и лопнуть. Будьте осторожней и внимательны, используйте защитные очки.
Как снять микросхему с трафарета
Нельзя резко снимать микросхему с трафарета, гнуть его или выковыривать. Можно погнуть трафарет или сорвать BGA контакты. Если не получается снять микросхему, посмотрите на сторону отверстий. Припой на лицевой стороне не должен слипнуться с трафаретом. Попробуйте почистить трафарет с микросхемой изопропанолом или бензином Калоша щеткой несколько раз.
Далее, нагрейте микросхему до 120 °C в течении 30 секунд. Микросхему можно снимать пинцетом и только слегка разогнув трафарет, без резких движений.
Видео с примером
На видео используется другая микросхема, и пайка без пинцета.
Перекатываем шары на южном мосте

На этой микросхеме сначала нужно восстановить контакты.
Восстановление контактов
Наносим паяльную пасту тонким слоем и начинаем греть феном с 100 °C, плавно повышая до 200 °C. 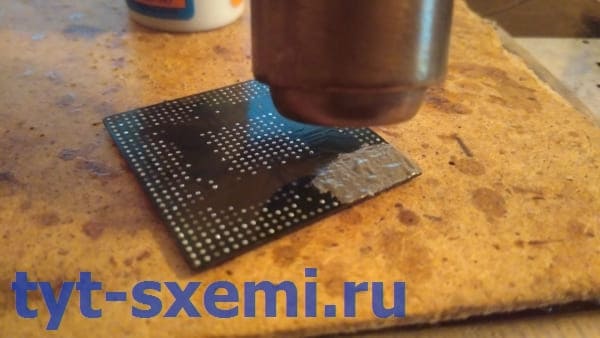
И паяльная паста начинает зауживать контакты микро шариками. Почему не паяльником и обычным припоем? Они хуже подойдут для такой работы. Фен равномерно нагревает контакты, и микро шарики не слипаются сразу в большой комок припоя. А остальной припой убираем паяльником. 
Один из участков восстановлен. 
Таким образом проходим по всем контактам. После восстановления и удаления лишнего припоя чистим контакты изопропанолом и ватой. 
Еще один способ крепления
Микросхема большая, поэтому трафарет одиночный. Для одиночных трафаретов есть специальный крепеж. Это каретка с двумя фиксаторами и пружина. Крепится шестигранником. 
Фиксируем микросхему в крепеже и ровняем ее согласно шагу трафарета. 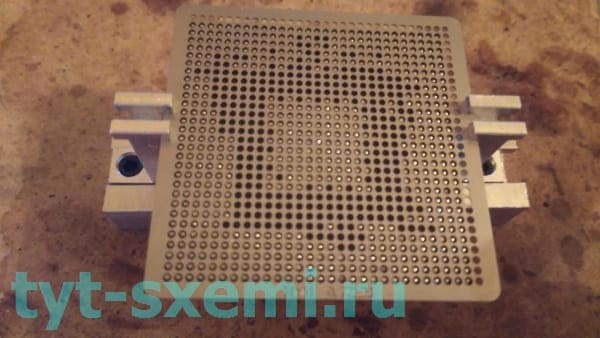
Нанесение пасты и пайка
Наносим паяльную пасту равномерно по всей площади. 
На контактах микросхемы должно быть достаточно пасты, без дефицита и без перебора. 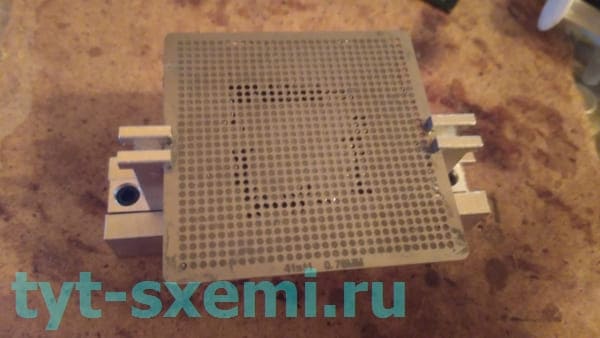
Круговыми движениями прогреваем трафарет сначала до 100 °C. Плавно повышаем температуру и одного края медленно нагреваем до 200 — 250 °C. Постепенно паста начнет превращаться в припой. 
Чистим трафарет изопропанолом, чтобы разбавить флюс. Снова нагреваем трафарет до 100 °C в течении 20 секунд. 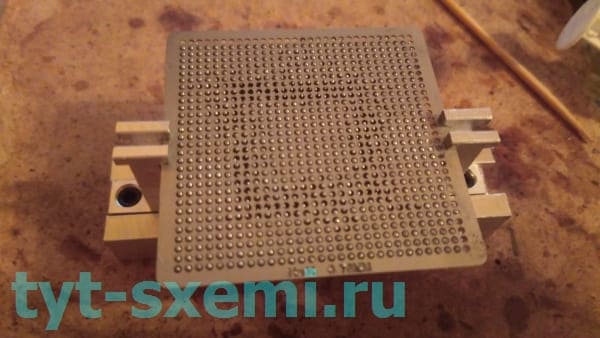
При помощи лезвия аккуратно поддеваем трафарет без резких движений со всех сторон и он сам отлипнет от южного моста (микросхемы). 
Чистим микросхему от ненужных шариков и флюса. Теперь осталось подравнять шарики. Наносим флюс каплями по всей площади.
Нагреваем микросхему и шарики начинают равномерно распределяться на своих местах. После этого снова чистим микросхему от флюса. 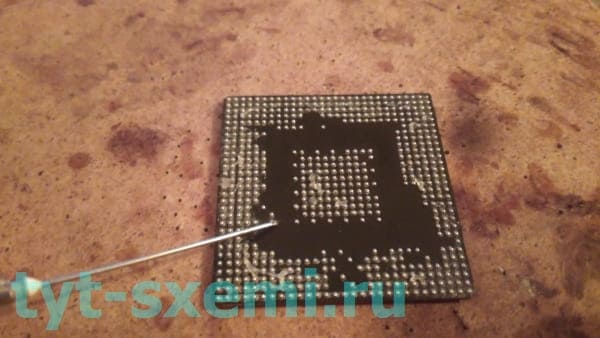
Крепим трафарет к микросхеме и проверяем качество и наличие шариков. 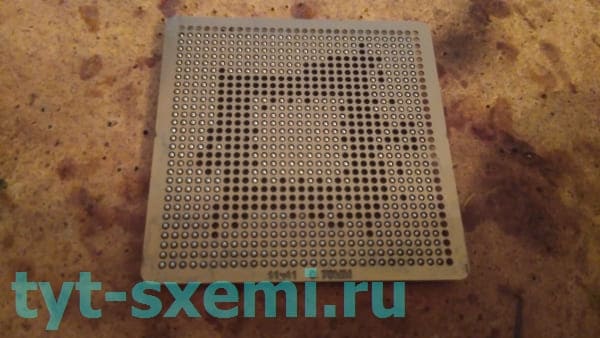
Результат пайки. 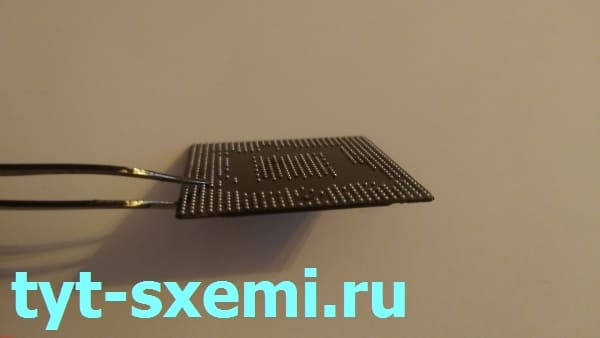
Немного о нижнем подогреве
Далее, микросхема припаивается к плате. Такие массивные BGA детали трудно припаять к плате только с помощью фена. Мастера в сервисных центрах используют нижний подогрев. Он помогает разогреть плату. Обычно используются инфракрасные паяльные станции для пайки материнских плат.

Несмотря на то, что мобильные BGA микросхемы можно паять только феном, для уменьшения риска плохой пайки или отрыва контактов, мастера также используют нижний подогрев. Он меньше, чем для материнских плат, но не менее эффективен.
Готовые шары и способ нанесения
Отличается от пасты способом нанесения. Нанесите на микросхему флюс. Он нужен для того, чтобы склеить микросхему и трафарет на время пайки. И затем положите в контейнер трафарет с приклееной микросхемой и насыпьте шарики нужного диаметра. Зубочисткой распределите шарики и удалите лишние.
Пайка аналогична пасте.
Что такое компаунд и как его удалить с платы

Компаунд — это смола, которая позволяет увеличить прочность платы и уменьшить температуру работы микросхем. Также спасает плату при попадании влаги
Если нужно перепаять микросхему, компаунд придется удалить. Его наносят по разному. Производители могут нанести по краям контактов с SMD деталями. А могут и залить полностью.
Чем удалить смолу с платы
Можно удалить механически. Для этого нагреваем плату феном до 150 °C и зубочисткой или металлическим пинцетом снимаем кусочки компаунда с платы. Не всегда получается так сделать.
Еще можно попробовать химические растворители. Обычно продаются в магазине запчастей для мобильных телефонов.
А чтобы выпаять микросхему, у которой под контактами компаунд, нужен режущий пинцет. Процедура пайки аналогично обычной, но в этот раз нужно срезать компаунд.
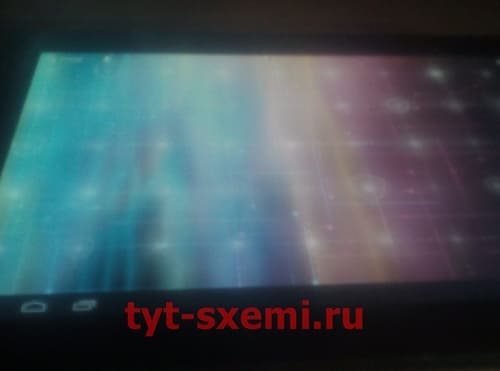
BGA пайка процессора на примере планшета
Планшет загружался через раз. При давлении на процессор проходит экран загрузки, но процент зарядки 0%. Смена аккумулятора и попытки прошить аппарат ни к чему не привели. Так же режим инженера не доступен. 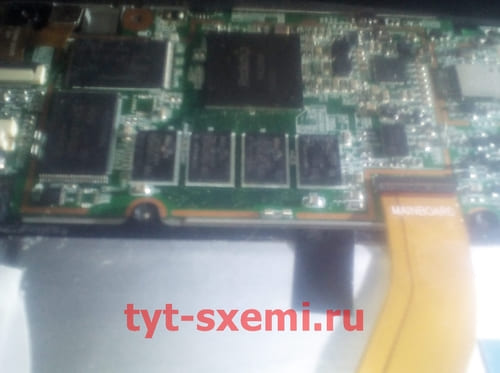
Возле процессора есть много рассыпухи, лучше закрыть ее плотным алюминиевым скотчем, чтобы случайно не сдуть. 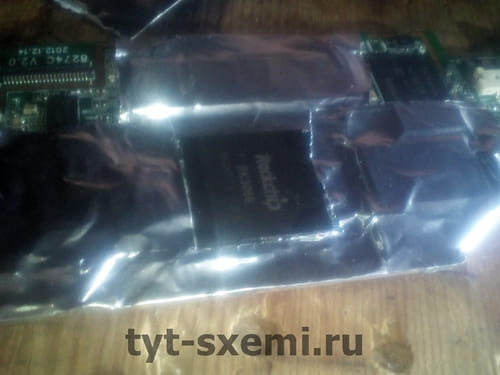
Выпайка процессора

Обязательно нужно сфотографировать место пайки, чтобы не было проблем определить в какой стороне находится ключ. Сначала место пайки прогревается 100 — 150 °C на максимальном потоке воздуха. Где-то после минуты постепенно увеличиваем температуру. 200 °C, 250 °C и потолок 310 °C — 320 °C. При температурах от 250 пытаемся аккуратно пинцетом покачивать процессор. Если он стоит на мертво, то ждем еще (или увеличиваем температуру, но не больше 320 °C). Когда процессор от одного прикосновения пинцета пошатывается, то время снимать его. В данном случае все защищено фольгой, то риск задеть рассыпуху минимален, поэтому пинцетом можно откинуть его на плату.
Убираем припой
Лучше не использовать оплетку, дабы избежать повреждения маски. При помощи паяльника и немного припоя на жале (для разбавки припоя с тем, что на плате) легкими и не резкими движениями проходим по площадкам. Естественно перед этим наносим флюс на плату. Та же процедура и с самим процессором. Важно не перегреть его и не сорвать пятак.
Кстати, после выпайки обнаружилось, что на нескольких контактах был отвал процессора от платы. Так как слой меди был на процессоре целый, то удалось заново залудить оторванные контакты с шарами.
Реболлинг процессора
Реболлинг — это перепайка микросхемы. Это не замена старой на новую, по сути обновляются шарики на микросхеме для лучшего контакта с платой.
При помощи паяльной пасты и трафарета наносим новые шарики на процессор. 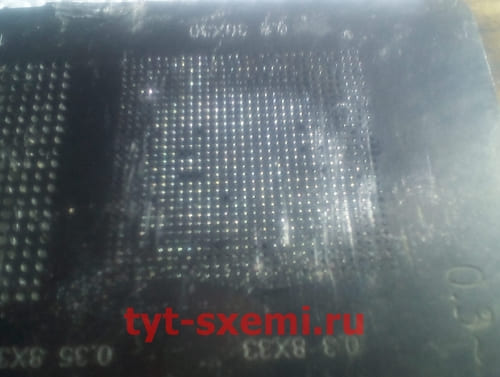
Температура пайки значительно ниже. 180 °C — 200 °C. Закрепляем процессор на трафарет при помощи все того же алюминиевого скотча. 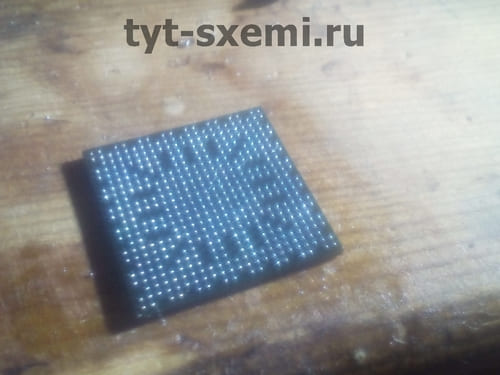
После трафарета чистим процессор и наносим немного флюса. Затем снова греем его, чтобы шары точнее встали на свои места и лучше расплавились. Чистить после этой процедуры.
Затем, перед установкой, на плату ровным слоем наносим флюс. При помощи лопаток или зубочисток распределяем его равномерно, чтобы все контакты хорошо пропаялись и процессор не поплыл.

Ставим процессор по ключу и позиционируем его края. Так как вокруг много скотча это не составит особого труда. После этого также сначала греем плату на 100 — 150 °C, затем увеличиваем до 200 °C — 230 °C и аккуратно пытаемся пинцетом прикоснуться дабы убедиться, расплавился припой или нет. Если сделать это резко, то придется повторять все заново т.к. шары слипнуться.
Планшет начал включаться уже и без давления на процессор, однако после загрузки он выключался на 0%. Только теперь уже можно войти в режим инженера и попытаться сбросить планшет. После сброса аппарат включился нормально и показывает процесс зарядки, остаток и перестал отключаться.
Теперь нужно тщательно проверить все его функции. Камера, звук, микрофон, Wi-Fi, тачскрин.
Видео по теме
Альтернативная пайка BGA микросхем
Очень интересно видео. Способ накатки шаров паяльником без трафарета.
Для чего нужен трафарет для чипов
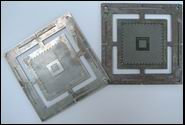
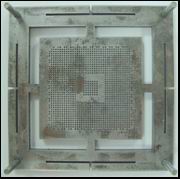
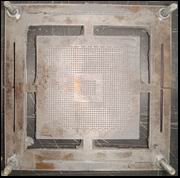
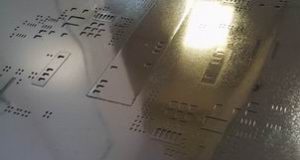
Рис.1 Примеры трафаретов для восстановления шариков BGA
Для восстановления шариковых выводов BGA компонентов и подготовки выводов QFN и LCC-компонентов используются специальные трафареты для реболлинга (от англ. reballing) и пребампинга (prebumping).
Наши трафареты изготавливаются лазерной резкой из нержавеющей стали, при которой высокоточный лазер вырезает индивидуально каждое отверстие в трафарете. Для всех трафаретов выполняется обязательный финальный термический отпуск металла, снимающий накопленное при резке термическое напряжение в металле и снижающий вероятность искажения трафарета пр последующем нагреве.
Данный метод изготовления дает более качественный результат, чем недорогие трафареты для реболлинга, изготавливаемые, как правило, методом массового химического травления. Рекомендуем не забывать, что плавный и равномерный нагрев трафарета — это обязательное условие его долгой работы без искажений.
Варианты изготовления
- Если у вас есть какое-то устройство или приспособление для выполнения реболлинга, которое вы планируете использовать *3
В этом случае при оформлении заказа вам необходимо приложить файл с контуром трафарета и крепежными отверстиями для такого приспособления.
Оснастка, разработанная нами для использования в печах оплавления паяльной пасты *1
.png)
Рис.1 Пример специализированной оснастки для выполнения реболлинга БГА.
Не требует каких-то отдельных приспособлений или специализированных устройств для использования. При наличии у вас участка монтажа рекомендуем пропускать ее с чипом внутри через печь оплавления, как печатную плату. Это позволит обеспечить равномерный прогрев, без риска перегрева чипа и оплавление припоя шариков в соответствии с термопрофилем, заложенным в вашей печи.
Изготавливается по параметрам конкретной модели чипа, существенно упрощая процесс совмещения трафарета и фиксируя чип в ложе.
Имеет специальную форму, снижающую вероятность искривления трафарета при прогреве.
Конструкция быстро разбирается, позволяя освободить чип после выполнения операции.
Трафарет-крышка может заменяться на более тонкий по исполнению, в случаях, когда необходимо только нанести пасту на компонент, не оплавляя ее в дальнейшем.
Последовательность операций при использовании:
Чип вкладывается в ложе оснастки.
Оснастка закрывается и фиксируется на 4 винта с барашками.
При необходимости можно использовать дополнительные крепления, ближе к чипу, для более плотного прижатия трафарета.
В апертуры трафарета наносится паяльная паста металлическим ракелем или раскладываются готовые шарики для реболлинга.

Вся конструкция пропускается через печь оплавления, либо паста оплавляется удобным для вас способом.
Даем оснастке с чипом внутри остыть естественным способом, разбираем, оставляя один из винтов на месте. Для легкой выемки чипа достаточно сместить в сторону заднюю пластину и вытолкнуть чип.
Универсальный трафарет для чипов с регулярным шагом выводов *2
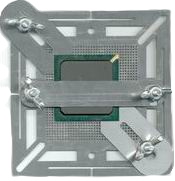
Рис.2 Вид универсального трафарета с угловыми упорами и прижимом.
Универсальный трафарет может быть сделан с любой размерностью поля поля отверстий и любым их постоянным шагом. Такой трафарет можно использовать для любых чипов, шаг выводов которых совпадает с шагом отверстий трафарета и при этом выводы расположены регулярно, то есть от вывода к выводу их шаг не меняется.
Как правило шаг выводов бывает стандартным из ряда: 0,4мм, 0,5мм, 0,65мм, 0,8мм, 1мм, 1,27мм. Конкретный шаг чипа нужно уточнять в справочных данных его изготовителя (datasheet)
Следует помнить о том, что чем больше отверстий делается в трафарете — тем больше вероятность его последующего возможного искривления при неравномерном нагреве. Мы рекомендуем не делать без необходимости большие поля отверстий на трафарете. Как правило хватает поле размерностью 25х25, 35х35 или 45х45 шариков.
В комплект входят шайбы для регулировки высоты прижима чипа, чтобы исключить деформацию трафарета при реболлинге.
Конструкция оснащена подвижным сдвижным прижимом, поэтому нет необходимости раскручивать винты для смены чипа, что ускоряет процесс.
При оформлении заказа вам необходимо указать нужный шаг отверстия и размерность поля шариков (количество отверстий по горизонтали и вертикали).
Срок изготовления и стоимость
Срок изготовления — 2-3 рабочих дня с момента подтверждения проекта и оплаты счета. Стоимость рассчитывается индивидуально, в зависимости от сложности чипа и будет указана в счете на оплату.
Оформление заказа
Заказы на данный тип трафаретов являются нестандартными и оформляются только по электронной почте. Для оформления заказа заполняется специальный технический бланк на каждый трафарет.
Необходимые технические данные на чип:
- Для изготовления трафарета понадобятся технические данные по чипу, для которого он предназначен. Для этого лучше всего выслать технические данные изготовителя на него (datasheet).
Рекомендуем высылать только страницы с описанием габаритов корпуса чипа и его выводов. Воспользуйтесь печатью нужных страниц в PDF-принтер, который обычно встроен в Windows, либо укажите номера страниц, где искать нужные данные, в примечании бланка заказа. - Если нет datasheet, но чип простой и имеет регулярный постоянный шаг выводов — можно выслать фото обратной стороны чипа. Необходимые детали мы уточним уже по переписке позже.
- Если чип достаточно сложный, с переменным шагом выводов — то скорее всего даже datasheet может оказаться недостаточным. Желательно выслать файл печатной платы с контактными площадками чипа, где он используется.
Возможно ваш чип уже есть в нашем списке БГА чипов. В этом случае от вас никакие данные не нужны. Рекомендуем проверить перед заказом.
В бланке заказа вы найдете рекомендуемые нами базовые параметры для трафаретов. Они основаны на нашем многолетнем опыте и получаемой обратной связи от заказчиков. Это не 100% гарантия того, что у вас все получится, но хорошая основа, если вы затрудняетесь сами с подбором параметров.
Если вы планируете использование готовых шариков других размеров, либо хотите другие диаметры отверстий и толщину трафарета — об этом обязательно нужно указать в примечании бланка заказа.
Для чего нужен трафарет для чипов
Многоуровневый трафарет дает возможность обеспечить разное количество пасты при трафаретной печати для тех электронных сборок, где применяются компоненты с различными количественными требованиями по нанесению пасты на одной печатной плате. Возможно использование нескольких уровней изменения толщины трафарета.

Рис. 1. Трафарет, выполненный по принципу step-up

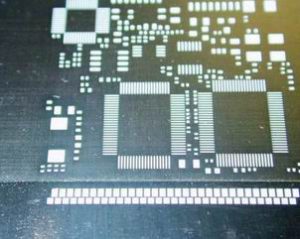
Рис. 2. Трафарет, выполненный по принципу step- down
- Вы можете обеспечить большее количество пасты для определенных областей трафарета, используя трафарет, выполненный по принципу step-up (утолщение определенных областей трафарета) — Рис. 1.
- Или наоборот, уменьшить количество пасты для определенных областей, используя трафарет, выполненный по принципу step-down (утоньшение определенных областей трафарета) — Рис. 2.
- Если же печатная плата имеет утолщение поверхности, которое мешает плотному прилеганию, то в трафарете возможно выполнение полостей, компенсирующих неровности печатной платы, со стороны трафарета, прилегающей к ней при печати.
Изначально многоуровневые трафареты использовались для уменьшения толщины трафарета при монтаже QFP компонентов с шагом 0,64 мм (25mil) и менее. Но со временем технологии стали более сложными и требования к многоуровневым трафаретам повысились. В настоящий момент их применение позволяет:
- Выполнять смешанную печать паяльной пасты для следующих комбинаций:
- выводные поверхностно-монтируемых компоненты;
- паяльная паста\клей или паяльная паста\флюс;
- мелко-шаговые и мелкие компоненты\обычных компоненты;
- Получать дополнительную высоту паяльной пасты на контактных площадках отдельных BGA и других крупных компонентов
- Применять специальные многоуровневые трафареты для нестандартных печатных плат, имеющих приподнятые области на поверхности
- Решить проблему совмещенной печати для мелких и крупных компонентов на одной и той же печатной плате при двухэтапном процессе печати
Керамические BGA компоненты
Использование керамических BGA компонентов вносит определенные трудности в процесс печати пасты для поверхностного монтажа. Поскольку высокая температура оплавления (из-за керамического корпуса, поглощающего тепло) препятствует оплавлению шариковых выводов при обычных температурах, любая малейшая неравномерность трафарета и печатной платы может привести к образованию непропаев шариковых выводов. Для предотвращения этой проблемы желательно иметь более высокие (обычно слоя пасты высотой 0,18-0,2 мм достаточно) отпечатки паяльной пасты на площадках для таких компонентов.
С другой стороны, компоненты с шагом выводов 0,5 мм и менее, чипы 0402 и другие мелкие компоненты несовместимы по использованию с трафаретами толщиной 0,2 мм. Их апертуры слишком малы, чтобы при такой толщине трафарета был нормальный выход пасты из них.
Для примера рассмотрим трафарет на Рис. 3. Трафарет выполнен как комбинация базового трафарета толщиной 0,127 мм с областями утолщений до 0,2 мм в местах расположения компонентов BGA. Для достижения хорошего выхода паяльной пасты у таких трафаретов рекомендуется использования финальной электрополировки.
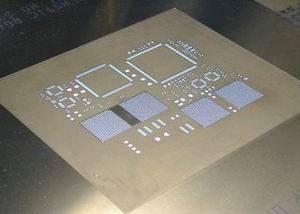
Рис. 3. Многоуровневый трафарет с утолщениями (step-up) для керамических BGA компонентов
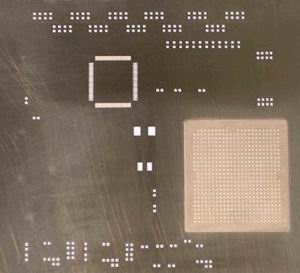
Рис. 4. Пример трафарета step-up для керамического BGA компонента
Еще один пример трафарета показан на Рис 4. Сам трафарет имеет толщину 0,127 мм с утолщением в области под BGA компонентом до 0,2 мм. Обычно выступающая часть области находится со стороны ракеля принтера. На вышеуказанных примерах как раз показан такой вариант.
Базовое правило о расстоянии между краем области повышения\понижения и первой апертурой составляет 0,9-1,27 мм расстояния на каждые 0,03 мм перепада высот.
Например при перепаде высот на границе областей 0,127 мм\0,2 мм в 0,073 мм, ближайшая апертура должна располагаться по возможности не ближе чем 1,8-2,54 мм от края области. Если данные условия выполняются то, как показывает практика, использование обычных металлических ракелей не должно вызывать проблем. Как вариант, возможно применение мягкого полиуретанового ракеля.
Многоуровневые трафареты для смешанной печати выводных\SMT компонентов
Возможно использование комбинированной печати паяльной пасты, позволяющей выполнить совместный монтаж выводных \ SMT компонентов в едином цикле. Используется несколько вариантов:
Печать паяльной пасты с апертурой слегка увеличенной по сравнению с контактной площадкой выводного компонента (overprint). Этот прием позволяет получить на кольце большее количество пасты после оплавления за счет того, что при оплавлении паста соберется на контактной площадке из-за сил поверхностного натяжения, действующих на расплавленный припой.
Следует аккуратно относится к данному способу при использовании бессвинцовых паяльных паст, поскольку они обладают меньшей способностью стягивать припой на контактные площадки компонента.
Ниже показан трафарет с приподнятой областью со стороны ракеля для выводного коннектора. Трафарет имеет толщину 0,25 мм в районе коннектора и 0,127 мм в остальных местах. В данном случае направление печати ракеля идет по краю выступа по всей его длине и при печати ракель принтера преодолевает выступ высотой 0,127 мм.
Многоуровневые трафареты с рельефными карманами
Рассмотрим примеры использования трафаретов с рельефными карманами, расположенными на его контактной стороне. Они могут применяться, когда на печатной плате имеются приподнятые площадки переходных отверстий, штрих-кодовые этикетки или наращенные дорожки.
Приподнятые переходные отверстия на печатной плате
Если на печатной плате есть приподнятые площадки переходных отверстий, то они будут мешать плотному прилеганию трафарета к печатной плате. Для получения хорошего контакта в местах таких площадок на контактной стороне трафарета необходимы карманы под них. Обычно глубины кармана в половину толщины трафарета вполне достаточно для компенсации выступов на печатной плате. Пример такого трафарета приведен на Рис. 5.
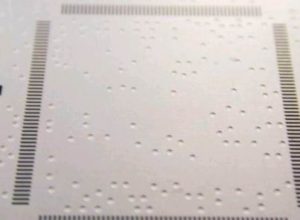
Рис. 5. Рельефный многоуровневый трафарет с полостями в районе контактных площадок переходных отверстий
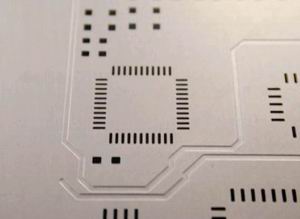
Рис. 6. Трафарет с рельефными дорожками
Штрих-кодовые этикетки на печатной плате
Многие печатные платы могут иметь штрих-кодовые этикетки, наклеенные на поверхность плат. Если она слишком близко клеится к площадкам компонентов, то она может мешать плотному прилеганию трафарета к печатной плате при печати. В этом случае использование трафарета, имеющего рельефную полость в месте нахождения этикетки, устранит эту проблему.
Печатные платы с наращенными дорожками
Иногда на печатных платах возможны варианты наращенных дорожек, выполненных как альтернатива проводам при корректировке разводки печатной платы уже после их изготовления. Иногда это могут быть графитовые дорожки в местах пересечений, где было невозможно организовать иным способов прохождение дорожек при проектировании печатной платы в одном медном слое.
Такие наращенные дорожки создают дополнительную толщину на поверхности печатной платы. Для ее компенсации на трафарете выполняются рельефные полостные дорожки. Пример такого трафарета показан на Рис. 6.
Многоуровневые трафареты для смешанной печати
Перейдем к использованию многоуровневых трафаретов при двухэтапной печати. Рассмотрим случаи монтажа выводных\SMT компоненты, Flip-chip\SMT компонентов, способы нанесению толстого слоя клея, дополнительную печать клея после паяльной пасты, трафареты для монтажа гибко-жестких плат, печать с очень мелкими и крупными компонентами на одной и той же печатной плате.
Технология совмещенной печати под выводные\SMT компоненты
Если увеличение апертур для выводных компонентов по сравнения с их контактными площадками (overprint) не обеспечивает достаточного объема паяльной пасты при оплавлении, то необходимо использовать более толстый трафарет. В то же время обычные компоненты не могут использоваться с толстыми (0,4-0,5 мм) трафаретами, а опускание областей (step-down) с 0,5 мм до 0,127 мм не всегда имеет смысл. Как вариант, печатная плата может содержать выводные компоненты, разбросанные по всей ее площади и невозможно их сгруппировать в области, где можно было бы сделать утолщение до большей толщины. Как быть?
В этом случае используется печать паяльной пасты в два этапа. Сначала мы выполняем печать пасты с помощью обычного трафарета толщиной 0,127-0,150 мм. Поскольку на этом этапе паста наносится под мелкошаговые компоненты\мелкие чипы, требующие точного совмещения печатной платы и трафарета, то имеет смысл использовать большой промышленный принтер с автоматическим совмещением, и пневматическим натяжением трафарета по четырем сторонам.
Второй этап печати выполняется с применением трафарета толщиной 0,4 мм, имеющего рельефные полости со стороны прилегания к печатной плате в тех местах, где на первом этапе наносилась паяльная паста на контактные площадки мелких компонентов. Это позволяет закрыть отпечатки паяльной пасты первого этапа и нанести более толстые отпечатки через второй трафарет. В результате мы получим печатную плату с отпечатками паяльной пасты, разбросанными в произвольных местах платы и имеющими разную высоту. Как правило, достаточно сделать глубину полостей на 0,1 мм глубже, чем высота первых отпечатков пасты (толщины первого трафарета).
Поскольку на втором этапе используется более толстый трафарет под более крупные компоненты и нет необходимости высокоточного совмещения, то эту операцию можно выполнять на более простом, ручном трафаретном принтере, вручную. Это позволяет без излишних финансовых инвестиций организовать на участке монтажа достаточно сложную технологию многоуровневой печати паяльной пасты, произвольным образом комбинируя количество и расположение разновысотных отпечатков паяльной пасты.
Смешанная печать для Flip-chip\SMT компонентов
Возможны случаи, когда необходимо нанести на печатную плату как паяльную пасту, так и флюс под Flip-chip компоненты. После такой смешанной печати выполняется общая пайка в печи. Обычно толщина трафарета для печати под Flip-chip компоненты составляет 0,03-0,05 мм, что намного меньше, чем для обычной SMT-печати.
Технология двухэтапной печати хорошо подходит и в этом случае. Сначала выполняется печать флюса через тонкий (0,03-0,05 мм) трафарет, после чего, вторым этапом, наносится паяльная паста через трафарет толщиной 0,127 мм. Второй трафарет имеет рельефные полости в месте расположения Flip-chip компонентов со стороны контакта с печатной платой. На Рис. 7 показан трафарет толщиной 0,127 мм, с полостями глубиной 0,08 мм.

Рис. 7. Многоуровневый трафарет с полостями под печать флюса
Толстый трафарет с глубокими полостями под клей
Временной цикл нанесение клея через трафарет обычно меньше, чем нанесение его через диспенсер, поскольку нужно меньше времени для перенастройки под каждую плату и процесс нанесения выполняется за один проход сразу для всей платы, а не по отдельным точкам.
В силу разности физических свойств клей попадает на трафарет на плату немного иначе, чем паяльная паста и может частично оставаться в апертурах трафарета. Изменяя размер апертуры под клей, возможно варьировать количество попадающего на плату клея при одной и той же толщине трафарета. Большие апертуры будут полностью отдавать клей при подъеме трафарета, тогда как в более мелких апертурах клей будет застревать и подаваться частями. Зависимость высоты отпечатка клея от размеров апертур при величине резервуара под клей 1,27 мм показана на Рис. 8.
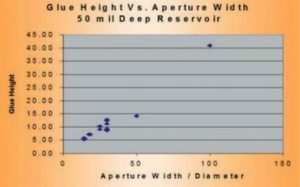
Рис. 8. Зависимость высоты отпечатка клея от диаметра апертуры трафарета
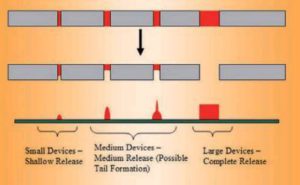
Рис. 9. Различие высот отпечатков клея, в зависимости от диаметра апертур трафарета
Рис. 9 иллюстрирует тот факт, что некоторое количество клея может оставаться в апертурах трафарета в зависимости от их размера. Такой вариант очень удобен, когда на печатной плате есть компоненты с различными высотами подъема от печатной платы.
Рассмотрим печатную плату с чип-компонентами, имеющими высоту поднятия брюшка над поверхностью платы 0,1 мм и SOIC-компонент, имеющий высоту поднятия 0,4 мм. Схематично это показано на Рис. 10. Понятно, что под данные компоненты необходимо нанести разные по высоте капли клея. Путем использования 0,4 мм трафарета размер апертур подбирается таким, чтобы получить отпечатки клея высотой 0,15 мм для чип-компонентов и 0,4 мм для SOIC-компонента.
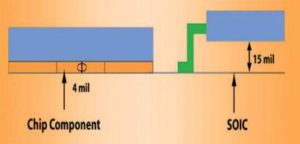
Рис. 10. Чип-компонент и SOIC компонент с различными высотами поднятия над печатной платой

Рис. 11. Резервуарные полости на трафарете для накопления клея
При печати клея могут использоваться трафареты с рельефными полостями. Основное предназначение рельефных резервуаров для клея — это уменьшение пути прохождения клея через мелкие апертуры в толстом трафарете, что обеспечивает перенос клея с трафарета на плату при относительно небольшом давлении ракеля. На Рис. 11 показаны резервуарные полости вокруг клеевых апертур со стороны ракеля.
Двухэтапная печать клея после паяльной пасты
Как ранее упоминалось, трафаретное нанесение клея в сравнении с диспенсированием более удобно для больших и сложных печатных плат. Можно использовать следующий процесс: cначала наносим паяльную пасту на контактные площадки компонентов, а затем, используя трафарет 0,5 мм (с рельефными полостями глубиной 0,4 мм на стороне трафарета, прилегающей к печатной плате), наносим клей. Рис. 12 схематически поясняет поперечное строение такого трафарета для нанесения клея.
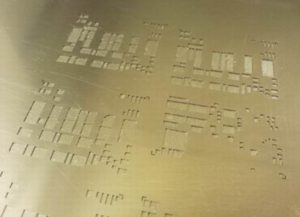
Рис. 12. Клеевой трафарет толщиной 0,5 мм с рельефными полостями под отпечатки пасты глубиной 0,4 мм

Рис. 13. Отпечатки клея и паяльной пасты для компонента 0805
На Рис. 13 показан результат комбинированной печати паяльной пасты и клея для компонента. После этого компоненты расставляются на свои места и выполняется общее оплавление в печи. Как результат — получаем припаянные и одновременно приклеенные компоненты в едином цикле производства, что исключает необходимость разделения данных операций на различные этапы с применением дополнительного дорогостоящего оборудования.
Как и в случае с двухэтапной печатью паяльной пасты для нанесения клея может использоваться простой ручной принтер, который как правило всегда есть на большинстве участков монтажа в дополнение к промышленному автоматическому принтеру.
Трафареты для специальных гибко-жестких печатных плат
Предположим, что у нас есть две жесткие печатные платы, соединенные гибким коннектором, приподнятым над поверхностью печатной платы. Для нормальной печати паяльной пасты этот коннектор будет представлять проблему, поскольку мешает плотному прилеганию трафарета к печатной плате. Выход — в создании трафарета, имеющего рельефный высокий карман. На Рис. 14 и 15 показан такой трафарет с обеих сторон.

Рис.14. Вид на трафарет с рельефным карманом со стороны прилегания к печатной плате

Рис.15. Вид на трафарет с рельефным карманом со стороны нанесения паяльной пасты
Поскольку в данном случае выступ идет вдоль всего трафарета, для данного проекта делается специальное лезвие ракеля, с выемкой под выступ. Как правило, такие лезвия изготавливаются из стали толщиной 0,2 мм и могут быть заказаны одновременно с трафаретом.
Двухэтапная печать с очень мелкими и крупными компонентами на одной и той же печатной плате
Часто возникает проблема, когда необходимо выполнить трафаретную печать скажем с мелкими (0,3 мм шагом) BGA-компонентами, чипами 01005 одновременно с крупными компонентами, такими как QFP, SMT-коннекторы и другие. Наглядно проблема показана на Рис. 16 и 17.
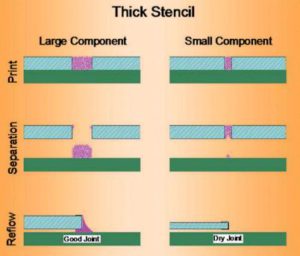
Рис.16. Последовательность печати для толстого трафарета
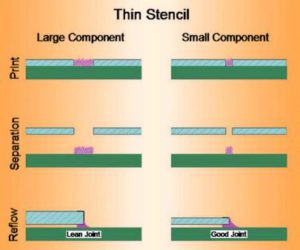
Рис.17. Последовательность печати для тонкого трафарета
Если используется толстый трафарет, то при хорошем выходе пасты из крупных апертур это дает крупные отпечатки паяльной пасты. В то же время мелкие апертуры будут не полностью передавать пасту, поскольку нарушается соотношение ширины апертуры к толщине трафарета, что приводит к закупориванию апертур, недостатку пасты на контактных площадках и, как следствие, пайка компонента происходит всухую, без припоя.
С другой стороны, тонкий трафарет обеспечивает хороший выход пасты как для крупных, так и для мелких компонентов. Но, поскольку для крупных компонентов пасты будет недостаточно, будут образовываться обедненные припоем пайки.
Матрица соотношений размеров апертур и толщин трафаретов показана на Рис. 18. Она иллюстрирует приемлемые толщины трафаретов для компонентов 01005 и 0,4 мм микро BGA-компонентов. Одно из возможных решений проблемы такой сложной печати — это применение двухэтапного процесса печати, где сначала будут печататься отпечатки пасты для мелких компонентов.
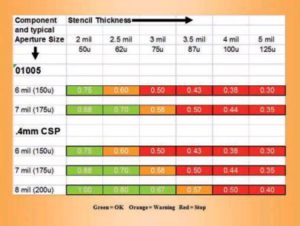
Рис. 18. Матрица соотношений размеров апертур и толщин трафаретов
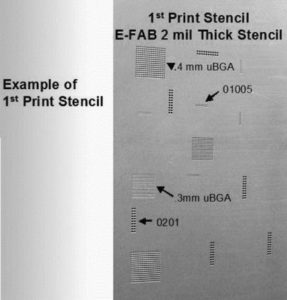
Рис.19. Пример трафарета толщиной 0,08 мм для первого этапа трафаретной печати
После нанесения пасты тонким трафаретом на автоматическом трафаретном принтере выполняется второй этап печати для крупных компонентов. Поскольку на этом этапе особо точного совмещения трафарета не требуется, данный этап вполне может выполняться на обычном ручном трафаретном принтере, которые обычно есть на многих участках монтажа помимо основного автоматического.
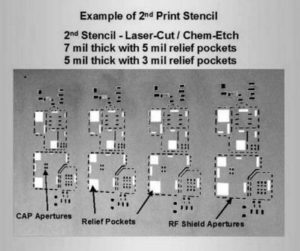
Трафарет с рельефными карманами для второго цикла печати
Рис.20. Трафарет с рельефными карманами для второго цикла печати
На втором трафарете во всех местах, где наносилась паста через первый трафарет, выполняются рельефные карманы со стороны прилегания к печатной плате (Рис. 20).