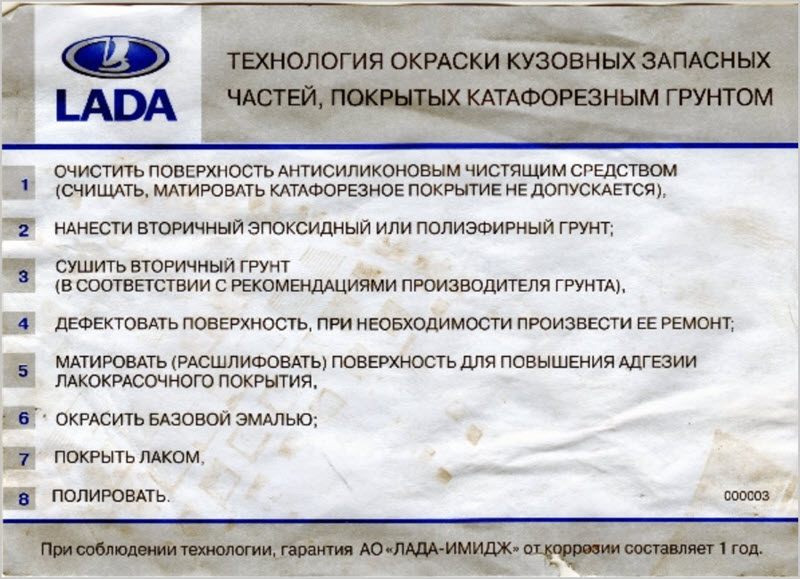
Четыре метода оцинковки кузова автомобиля. Катафорез. Оцинковка кузова Renault Duster 1го поколения
Доброго времени суток всем.
И в этот раз будет много букв…
Речь пойдёт о методах оцинковки кузова, катафорезе, фосфатировании, автомобилях, имеющих кузов с алюминиевыми деталями, а также оцинковке кузова Renault Duster 1го поколения.
Существует два вида электроосаждения:
-катодное (катафорез) — соединение изделия с катодом в кислотной среде ЛКМ;
-анодное (анафорез) — соединение с анодом в щелочной среде.
Катафорез известен в СССР с 80-х годов и в советские времена применялся на всех автомобильных заводах.
С середины 1970-х известен метод катодного электроосаждения (катафорез).
Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование. Такое грунтование является одним из современных решений, направленных на защиту металлических поверхностей от коррозии. Эта технология пришла к нам из запада, где она развивается уже много лет.
Катафорез – это сложный химический процесс, основанный на электролитической реакции. На практике этот процесс позволяет закрепить на поверхности металла специальное вещество, которое играет роль защитного слоя. Это позволяет в несколько раз увеличить сопротивляемость металла воздействию коррозии.
Главный компонент покрытия – это бессвинцовая двухкомпонентная масса, которая может быть представлена в виде пасты или эмульсии.
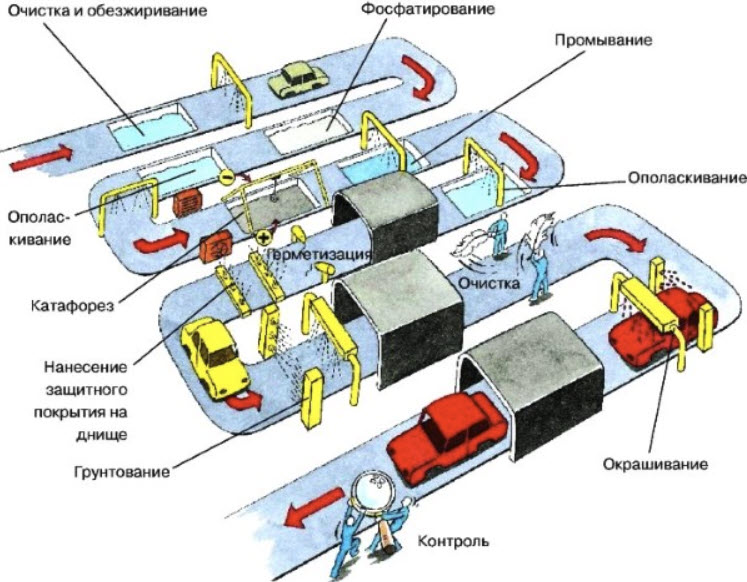
Процедура катафореза состоит из нескольких этапов:
1. Очистка металла от окислительной пленки. Очистка металла от окиси позволяет оголить поверхность для наилучшего взаимодействия активных частиц в катафорезной ёмкости. На следующем этапе подготовки выполняется предварительная мойка. Не только с наружных поверхностей, но и с внутренней части кузова следует удалить все инородные частицы от грязи и пыли до продуктов сварочного производства и заводской смазки. На профессиональных линиях для таких целей используют камеры с множеством форсунок, направляющих воду с чистящим раствором. Более простой вариант предполагает использование мини-моек под высоким давлением с подключением компрессорных установок.
2. Обезжиривание поверхности металла. Обезжиривание проводится также для оголения поверхности металла. Оба процесса осуществляются химическим способом в тоннелях с опрыскиванием или в ёмкостях с полным погружением.
Наличие на поверхностях кузова следов технического масла (масло, нанесённое при прокате листа и штамповке из него детали) или другой химии может привести к сохранению открытых участков, которые нередко становятся очагами развития ржавчины после повреждения. Поэтому очень важно проведение операции обезжиривания. Обычно данная задача решается методом опрыскивания. Автомобиль проходит через специальный туннель, где на него также подается вода под высоким давлением, но уже с добавлением специальных химических средств. Практикуется и метод погружения в ванны с растворами для обезжиривания.
3. Фосфатирование. Процесс фосфатирования — это взаимодействие двух компонентов, одним из которых является фосфатирующий раствор, а вторым поверхность металла. Результатом такого процесса становится образование химического связанного слоя, который состоит из нерастворимых фосфатов.
Во-первых, сцепление металла и последующих слоев краски значительно улучшается, во-вторых, это предотвращает и значительно отдаляет срок появления коррозии под краской. Фосфатирование кузова нужно делать незадолго до грунтования, максимум за двое суток. Сам процесс фосфатирования производится специальными фосфатными жидкими растворами, где есть соли металлов, фосфаты и прочие вещества. Такие веществ немало, все они нужны для активации фосфатирования, для ингибиторов коррозии, наполнителей и загустителей. Если это делается на заводе, то там есть специальные ванны с раствором, куда окунается кузов, или же большие боксы, где происходит сплошное опыление. Растворов для фосфатирования довольно много, они состоят из разных солей, которые являются основой: соли железа — железофосфатные, соли цинка — цинкофосфатные, соли марганца — железофосфатные, и прочие варианты в виде смесей. В заводских условиях производитель использует фосфатные растворы КФ-1 и КФ-12, для нанесения нужна довольно высокая температура 45-50°С. Суть процесса фосфатирования состоит в создании на поверхности защищаемого изделия слоя малорастворимых фосфатов железа, цинка или марганца.
Фосфатированию подвергаются: чугун, низколегированные, углеродистые стали, кадмий, цинк, медь, сплавы меди, алюминий.
Фосфатированию плохо поддаются высоколегированные стали. Фосфатная пленка не боится органических масел, смазочных, горячих материалов, толуола, бензола, всех газов, кроме сероводорода.
Под воздействием щелочей, кислот, пресной, морской воды, аммиака, водяного пара покрытие довольно быстро разрушается. Непродолжительный срок службы покрытия также связан с его низкой эластичностью и прочностью.
Толщина и структура фосфатного покрытия
Толщина фосфатного слоя составляет от 2–8 до 40—50 мкм (зависит от режима фосфатирования, подготовки поверхности, состава раствора для фосфатирования). Толщина покрытия связана с его структурой. Мелкокристаллические защитные слои имеют меньшую толщину (1 – 5 мкм) и обладают более выраженной защитной способностью. В связи с этим их намного чаще используют. Получают такие покрытия из цинкфосфатных растворов, которые содержат ускорители (окисляющие элементы). Мелкокристаллические слои не используются в качестве самостоятельных защитных. Их сверху дополнительно обрабатывают лакокрасочными материалами.
Крупнокристаллические фосфатные слои более толстые, получают их из марганцевофосфатных растворов. После промасливания могут служить самостоятельными покрытиями.
Кристаллы фосфатов имеют пластинчатую структуру, благодаря чему пленка отлично впитывает различные пропитки, лаки, удерживая их в себе.
Активация и фосфатирование поверхностей. Переходным этапом между зачисткой целевой поверхности и созданием базы для катафорезного покрытия является фосфатирование.
4. Ополаскивание
5. Активация металла. Активация металла способствует более надёжному закреплению частиц в катафорезной емкости. В свою очередь, активация металла выступит подготовительной операцией, которая проводится для улучшения кристаллообразования в ванне. Для этого применяют нерастворимые соединения, фосфат марганца и соли титана. Они обеспечивают осаждающий эффект на поверхности, способствуя уплотнению фосфатного слоя. Активация формирует основу защитного покрытия кузова автомобиля, способствуя повышению адгезии.
6. Погружение в ёмкость для катафореза. Далее кузов погружается в катафорезную ёмкость. Она представляет собой электролитическую ванну, в которой в растворенном виде находятся частички грунта. К металлической детали подключается анод, который заряжает ее отрицательной энергией. К корпусу ванной подсоединяется катод, который активирует растворенные частички грунта. В результате электролитической реакции, положительно заряженные частицы закрепляются на отрицательно заряженном металле.
Защитное покрытие образуется в ванной, в которую предварительно была загружена эмульсия с пастой, включающей необходимые добавки.
К ванне вдоль периметра подключаются диализные ячейки с подводкой металлических катодных стержней. При подаче напряжения осуществляется заряд катафорезного грунта с последующим формированием защитного слоя толщиной до 25-30 мкм. Сила тока должна составлять от 350 до 700 А при среднем напряжении 400 В. По времени операция продолжается 2-3 мин.
7. Ополаскивание. После электролитической ванны деталь отправляется на ополаскивание. В результате этого процесса смываются частички грунта, которые не закрепились на поверхности металла. Ополаскивание может быть реализовано как погружением, так и пропусканием детали через тоннель с распылителями.
8. Герметизация
9. Нанесение защитного покрытия на днище
10. Грунтование
11. Сушка в термической камере. Это позволяет закрепить нанесённый материал. На этом этапе происходит затвердевание и кристаллизация защитного слоя. Сушка проводится при высоких температурах на протяжении определенного времени. Для этой операции используются специальные печи, позволяющие выполнять несколько этапов сушки. Для кузовов автомобилей защита от коррозии закрепляется в условиях полимеризации при 180-200 °С. Причем для каждой отдельной части температура может варьироваться за счёт специальных датчиков. Особый подход обычно применяется для крыши, торпедо и днища.
12. Окрашивание.
 подсказали — это кузов Форд Куга 2
подсказали — это кузов Форд Куга 2
Преимущества катафорезного грунтования:
-активный химический процесс способствует надёжному закреплению грунтовочного материала на металлической поверхности;
-благодаря полному погружению обеспечивается покрытие металла равномерным тонким слоем толщиной 10-30 мкм даже в труднодоступных местах;
-сам процесс катафореза имеет высокую эффективность с минимальными потерями расходных материалов;
-катафорезное покрытие устойчиво к физическим и химическим воздействиям. Испытания в солевом тумане показывают устойчивость, которая в 8 раз выше по сравнению с традиционными грунтовками.
-окраска скрытых полостей изделий сложной конфигурации.
-грунтование нового кузова методом электролитического катафореза намного дешевле оцинковки.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Катафорезное грунтование кузовных деталей
Новые кузовные детали также стали подвергаться катафорезному грунтованию на этапе их изготовления. Это касается только оригинальных деталей.
Дешевые аналоги от других производителей полноценной обработке этим способом не подвергаются. В основном новые детали покрываются транспортировочным грунтом, который защищает деталь на этапах транспортировки и хранения до момента реализации.
Что такое цинкование
Цинкование (оцинковка) — это один из самых популярных, эффективных способов защиты металлических поверхностей от коррозии. Процесс цинкования незаменим в промышленности, в быту. Он помогает продлить срок службы металла. На поверхность наносят слой цинка, который защищает от воздействия окружающей среды. На металле образуется тонкая, но прочная защитная плёнка, препятствующая возникновению коррозии.
Цинковый состав не только образует прочный слой, но и проникает в верхние слои металла, что усиливает защиту.
На 1 автомобиль уходит порядка 40 кг цинка.
Степень эффективности цинкования кузова зависит от выбранной технологии. Лучше всего противостоит ржавчине сталь оцинкованная горячим или гальваническим методом. Другие методы считаются более дешёвыми и менее надежными.
Несмотря на отличные защитные качества цинка, на кузове все же может появиться ржавчина. Происходит это в двух случаях: при повреждении слоя цинка и при его окислении.
Повреждение слоя цинка
Эффективная защита кузова сохраняется, пока слой цинка имеет достаточную толщину. При истощении или повреждении оцинковки степень защиты снижается. Кроме того, защищая сталь, цинковый слой принимает на себя негативное влияние окружающей среды и со временем начинает истощаться. Избежать подобных проблем можно, своевременно устраняя даже минимальные повреждения на поверхности.
Окисление цинка
На цинковой поверхности часто появляется «белая» ржавчина. Она появляется из-за непрерывного воздействия влаги. Вода постепенно уничтожает цинковый слой. Цинк вступает с водой в реакцию, образуя плохо растворяющиеся соляные отложения. Из-за воздействия внешних факторов коррозия съедает цинковое покрытие. И после того, как цинк полностью окисляется, металл начинает ржаветь.
5-15 мкм (микрометров) – идеальная толщина цинкового покрытия для защиты от коррозии на кузове автомобиля.
От 1 до 6 мкм – такова скорость разрушения цинкового слоя в год, при повреждении лакокрасочного покрытия. Разрушение происходит активнее при положительных температурах.
После повреждения лакокрасочного покрытия, в идеальных условиях, цинковое покрытие повреждается на 1-2 мкм в год. А в условиях крупного города, где помимо осадков дороги посыпают реагентами, этот показатель 3 — 6 мкм в год.
Существует четыре способа оцинковки :
1. Горячая (термическая) оцинковка. Считается самой лучшей. Данный вид оцинковки максимально защищает металл от коррозии. Слой цинка достаточно толстый и прочный. Горячее цинкование обеспечивает толщину цинкового покрытия в пределах 2-15 мкм. При повреждении лкп на кузове вплоть до 10 лет может не образоваться следов коррозии. Автопроизводители на кузов автомобиля, оцинкованного данным способом, дают гарантию до 15 лет (по другим данным до 30 лет). Минимальный срок службы таких автомобилей составляет порядка 15 лет.
В ходе термической оцинковки заранее подготовленный и сухой кузов полностью погружается в ванну со специальным цинкосодержащим раствором и прогревается до 460 – 500 градусов Цельсия (по другим данным 400-450 градусов С).
Высокая устойчивость от коррозии даже после повреждения кузова. Термическая оцинковка может частично восстанавливаться на локальном уровне даже после аварий средней тяжести. При незначительных повреждениях кузова, место в котором образовался скол, может со временем затянуться тонким слоем цинковых отложений (процесс самовосстановления).
Но этот способ самый дорогой и используется только на дорогих машинах бизнес, премиум класса, а также на автомобилях марки Ford.
Европейские производители, которые принадлежат концерну VW Group, используют термическую оцинковку. Такой тип антикоррозийной обработки очень трудоемкий и дорогостоящий, поэтому и автомобили имеют несколько большую стоимость по сравнению с другими марками.
Этот метод применяется только крупными производителями европейских иномарок. Это Audi, Porsсhe, Volkswagen, Seat, Volvо, а также сейчас на некоторых премиальных Hyundai, а также некоторые модели Ford Sierra, Ford Escort; последние поколения Chevrolet Lacetti, Opel Vectra и Astra.
Такой тип цинкования производится с одной или с двух сторон. При этом способы нанесения защитного покрытия следующие:
-погружение кузова в расплавленный цинковый раствор;
-нанесение защитного состава на кузовной лист на этапе проката.
Схема защитных слоёв:
Лак — 5 мкм.
Эмаль — 40 мкм
База — 20 мкм;
грунт 30 мкм;
грунт — 20 мкм;
Цинковое покрытие — 12-15 мкм;
Сталь
2. Гальваническая оцинковка. Это более простая обработка кузова машин по сравнению с горячей. Оцинкованные гальваническим методом кузова имеют немного меньшую себестоимость, чем те, которые подвергались термической обработке. То же самое можно сказать и о долговечности защитного слоя – он живет намного меньше. Слой цинка 5-20 мкм (по другим данным до 10 мкм). На автомобили, кузов которых оцинкован по такой технологии, производитель даёт гарантию от сквозной коррозии 10-12 лет.
Гальванический метод подразумевает нанесение частичек цинка в ходе процесса электролиза. Процедура гальванического цинкования заключается в следующем:
деталь или полностью весь кузов машины погружается в ёмкость с кислотным раствором цинка;
к нему подсоединяется отрицательная клемма от источника постоянного тока;
сама ёмкость подключается к положительной клемме.
В результате происходящего в ёмкости электролиза частички цинка надёжно закрепляются на поверхности металла. Данная технология обеспечивает равномерное распределения электролита по всей поверхности кузова.
Гальваническая оцинковка применяется как для полной обработки кузова, так и для защиты лишь самых уязвимых деталей. К таким элементам можно отнести днище, арки, пороги. Частичная обработка применяется на бюджетных массовых авто. Очень редко, но всё же используется для защиты металла от коррозии в домашних условиях. Но самостоятельная обработка таким методом реальна только для мелких элементов кузова автомобиля.
Гальваническая оцинковка, в отличие от термической, легко повреждается после небольшого ДТП. Поэтому после аварий какие-либо защитные свойства сразу практически пропадают.
Какие марки машин выпускаются на рынок с такой обработкой?
Их также немного – это гиганты автопрома Mercedes и BMW. Эти производители используют комбинированную защиту, которая включает в себя не только гальваническую оцинковку, но и подбор специальной стали. Помимо этого у этих немецких марок в качестве дополнительной защиты выступает довольно внушительной толщины слой лакокрасочного покрытия. Такое решение позволяет им сделать себестоимость кузова на приемлемом уровне для получения прибыли. И в тоже время такая защита является не менее эффективной, чем выработанные годами методы Audi.
Также этой технологией пользуются Toyota, Honda, Mazda, Mitsubishi, Nissan, Kia, Opel, Volkswagen, Chevrolet и т. д.
Данным способом цинкуют такие популярные автомобили, как Volkswagen Polo седан, Skoda Rapid, Volkswagen Tiguan, Toyota Camry.
Но здесь стоит выделить ряд нюансов.
Важно и то, какая обработка была у кузова: полная (покрытие всех металлических элементов кузова цинком, включая скрытые и труднодоступные полости), частичная (обрабатываются все узловые соединения и наиболее уязвимые части кузова — пороги, днище, колесные арки, низ дверей) или только узловых соединений (обработка только мест сварки, креплений и других мелких деталей). Лучше всего, когда оцинкован весь кузов целиком.
Если же такой приставки нет, то обрабатываются только некоторые элементы — пороги, днище и другие, которые подвержены появлению ржавчины в большей степени.
Но и в первом, и во втором случае факт оцинковки прописывается в технических характеристиках.
Схема защитных слоёв :
Лак — 20 мкм.
База — 10 мкм
Лак — 20 мкм
База — 10 мкм;
Грунт — 20 мкм
Грунт — 5 мкм
Цинковое покрытие — 5 мкм;
Сталь
3. Холодная оцинковка кузова. Этот метод очень похож на гальванический, однако более простой и дешёвый. Катафорезное грунтование по принципу напоминает гальваническую оцинковку, только вместо частиц цинка на корпус оседает грунт. По сути это своеобразная покраска. Грунтовку наносят в 2 слоя по технологии «катафорез». Если просто, кузов опускают в ванну с грунтом, после чего грунтовка оседает на поверхности. На кузовные детали наносится порошок, который содержит мелкие частички цинкового порошка. Цинкование происходит путём окраски кузова анафорезными грунтами с высоким содержанием высокодисперсного цинкового порошка (содержание цинка в готовом покрытии 89-93%). Затем грунтованную поверхность окрашивают и лакируют. Неокрашенными остаются только труднодоступные или необработанные участки. Слой цинка, грунт, краска и лак формируют надёжную защиту, благодаря чему кузов даже дешевого современного авто имеет защиту от сквозной коррозии не менее, чем на 5-6 лет.
Самая популярная среди бюджетных автомобилей, так как обходиться автопроизводителям дешевле, чем два вышеупомянутых способа.
В последние годы этот метод получил широкое распространение среди недорогих марок. Перед покраской на кузов наноситься специальный катофорезный грунт с содержанием цинка.
Принцип заключается в двухэтапной обработке кузова:
-покрытие поверхности стали фосфорнокислыми солями железа, марганца или цинка;
-нанесение грунта или краски с добавлением в состав мелкодисперсного цинка.
Холодное оцинкование приравнивается к высококачественному окрашиванию.
Мастера заявляют, что такой способ оцинковки — маркетинговый ход. При этом надёжной защиты от коррозии при нарушении целостности ЛКП он не даёт. Слой цинка конечно предотвратит появление коррозии, но не надолго. При повреждении лкп скол или другое повреждение необходимо обработать. К тому же, на многих бюджетных автомобилях цинкуют не полностью все кузовные элементы, например, на Весте седан не оцинкована крыша, а на Ладе Гранте крыша, двери и капот.
Данным способом цинкуют такие популярные автомобили, как Лада Веста, Лада Ларгус.
Таким способом оцинковываются по большей части бюджетные автомобили: Renault Logan, Lifan, Chery, Great Wall, Hyundai, УАЗ, ВАЗ.
Применяется многими брендами : Chevrolet, Kia, Hyundai, Toyota, в том числе и Автоваз.
Используется в основном для локальной обработки некоторых элементов кузова машин в домашних условиях. Выполняется такая оцинковка без погружения в ёмкость – цинкосодержащий раствор наносится на поверхность металла с помощью электрода, подключенного к положительной клемме источника питания. Сам металл подсоединяется к отрицательной клемме.
У Весты и Икс Рея используется не самый надёжный холодный метод – кузов обрабатывается только с внешней стороны за исключением экрана пола, который защищён с обеих сторон. Особенность в том, что используется не жидкий, а порошковый цинк – так все щели и изгибы заполнятся более качественно. Веста – первый автомобиль в линейке Лада, поверхность которого полностью (за исключением крыши) покрыта слоем грунтовки с содержанием цинка. Обратите внимание, Лада Веста имеет два слоя грунтовки.
Толщина слоя цинка у Весты не превышает 8 мкм – это и стало определяющим фактором при расчёте гарантийного срока.
Схема защитных слоёв :
База — 15 мкм
Грунт — 35 мкм
Грунт — 15 мкм;
Цинкосодержащая грунтовка — 10 мкм;
Сталь
4. Цинкрометалл. Метод заключается в покрытии стали на стадии проката, грунтом состоящим из подслоя оксидов содержащих цинковые частицы и богатый цинком органический верхний слой. Из такого металла без проблем можно изготовить кузов. Материал хорошо поддается сварке, формовке, покраске и совместим с обычно используемыми клеями. Покрытие при этом не теряет свои защитные свойства.
Цинкование таким способом подходит для регионов с сухим климатом. Но в средней полосе России часто высокая влажность воздуха, большое количество осадков. При эксплуатации его на машинах в реалиях нашей страны отмечается очень низкая защита от коррозии, особенно в местах повреждения. Данный тип цинкования распространён лишь среди немногих недорогих марок. Несмотря на это, данный способ применяется на Kia Rio, Kia Ceed, Hyundai Creta и множестве других автомобилей.
Таким способом оцинкованы в основном машины марок Kia, Renault.
Схема защитных слоёв :
Лак — 25 мкм
База — 10 мкм
Грунт — 25 мкм
Грунт — 20 мкм
Сталь
Лист стали, оцинкованный даже с одной стороны, будет стоить в 3 раза дороже, чем обычный листовой прокат.
Как правило, производители указывают наличие оцинковки и тип. Кроме этого, прописывается, полностью оцинкован кузов или только частично.
Длительность гарантии на кузов от коррозии напрямую зависит от способа оцинковки и толщины получившегося слоя.
Не стоит ошибочно думать, что при повреждении ЛКП металл не начнет ржаветь. Оцинковка конечно, на какое-то время сдержит коррозию, но в недалёком будущем, на металле коррозия всё равно проступит.
Сразу после повреждения лкп слой оцинковки начинает окисляться.
Как цинк (Zn) защищает сталь. Он цветной металл, имеет более отрицательный потенциал и коррозирует первым (то есть, разрушаясь сам защищает покрытие под собой), причем защита работает даже тогда, когда поврежден или частично разрушен.
Частичная оцинковка машин или попросту рекламный ход.
В завершение следует рассмотреть те бренды, которые используют лишь частичную обработку кузова своих машин, выдавая ее за полноценную оцинковку. Здесь можно встретить бренды корейского, китайского и даже отечественного производства.
Например, что касается отечественной автомобильной промышленности, то тут частичной обработке подвергаются модели Lada (Калина и Гранта). Они по утверждениям производителя покрыты защитным слоем цинка почти на 40%. В этих машинах полностью подвергаются оцинковке только днище, пороги и арки.
При этом применяется только односторонняя оцинковка некоторых деталей кузова (со стороны улицы). Вторая сторона (со стороны салона) просто грунтуется и окрашивается традиционным способом. Такая защита рассчитана на то, что скрытая от глаз часть кузова будет надёжно защищена от незаметного гниения.
Такой подход позволяет значительно сэкономить средства на производственных линиях и сделать хорошую рекламу своей продукции. И хотя защита от коррозии на таких автомобилях всё же присутствует, ее возможности нередко преувеличиваются в рекламных целях. К таким производителям можно также отнести Hyundai, Chery, Geely и Kia. При этом последний бренд нередко применяет обычное катафорезное грунтование с добавлением частичек цинка. Такая защита тоже является весьма эффективной, однако она никак не может сравниться с той обработкой, которой подвергаются автомобили европейских брендов.
Неплохие показатели в последнее время дают японские автомобильные бренды. Тут лидером считается Honda. Некоторые успехи в этой области есть у новых машин марки Toyota. Их технологии, конечно же, намного уступают европейским гигантам автомобильной промышленности. Однако автомобили этих марок также имеют длительную гарантию на кузов и показывают неплохие защитные свойства при испытаниях в солевом тоннеле.
Единственный недостаток таких производителей – они чрезмерно громко заявляют о защитных свойствах своей продукции. Чтобы не попадаться на удочку рекламодателей, необходимо в первую очередь обращать внимание не на слова с оцинковкой, а именно на длительность срока гарантии на кузов. Этот показатель является более надежным и правдивым.
Самые лучшие по качеству оцинкованные автомобили выпускали до 2010 года. Позже стали экономить, снижать количество защитных слоёв и их толщину.
Лучшая антикоррозийная защита у машин с завода была в 90х годах. С 2000х годов защита от коррозии начала ухудшаться почти у всех марок.
А некоторые автомобили из премиум класса и спорткаров имеют кузов с алюминиевыми деталями. К ним относятся :
Audi A6. 4е поколение седана с индексом С7 (2011 – 2018).
Audi A8. Считается, что все четыре поколения седана имеют полностью алюминиевый кузов – в том числе и его силовой каркас. Хотя последняя на сегодня генерация D5 (с 2017) имеет уже 40% стали.
Audi Q5. Кроссовер первого поколения (2008 – 2016 гг.) и вторая генерация Q5 (с 2017 г.)
Audi Q7. И первое поколение (2005 – 2015 гг.), и второе поколение Q7 (с 2015 г.)
Audi Q8.
BMW 5 E60 (2003 – 2009 гг.), F10 (2010 – 2016 гг.), G30
BMW 7. Современная седьмая серия G12 (с 2015 г.)
Chevrolet Corvette с индексом С7 (2014 – 2019 гг.)
Porsche Panamera. Первый седан от Porsche — как 1е поколение (2009 – 2016 гг.), так и 2е (с 2016 г.).
Porsche Cayenne/Macan. Как второй Cayenne (2010 – 2018 гг.), так и третий (с 2018 г.) У малыша Macan’а из алюминия только капот и крышка багажника.
Tesla model S. Самая дорогая модель Tesla (с 2012 г.).
Tesla model X. Кроссовер (с 2016 г.).
Tesla model Y. Самая свежая модель Tesla (с 2020)
Audi A2 (ASF=Audi Space Frame)
Audi R8 (ASF)
Audi TT (частично)
Aston Martin DB9
BMW 6er (E63, частично, GRAV)
Ferrari 612 Scaglietti
Ferrari 360 Modena
Ferrari F430
Honda NSX
Jaguar XJ
Jaguar XKR
Lamborghini Gallardo (ASF)
Land Rover Defender
Lotus Elise
Melkus RS2000
Mercedes SLS AMG
Morgan Aero 8
Opel Speedster
Spyker C8
Tesla Roadster
 очень мало фотографий кузова Дастера в интернете
очень мало фотографий кузова Дастера в интернете  на заводе Dacia в городе Питешти (2011 год)
на заводе Dacia в городе Питешти (2011 год) 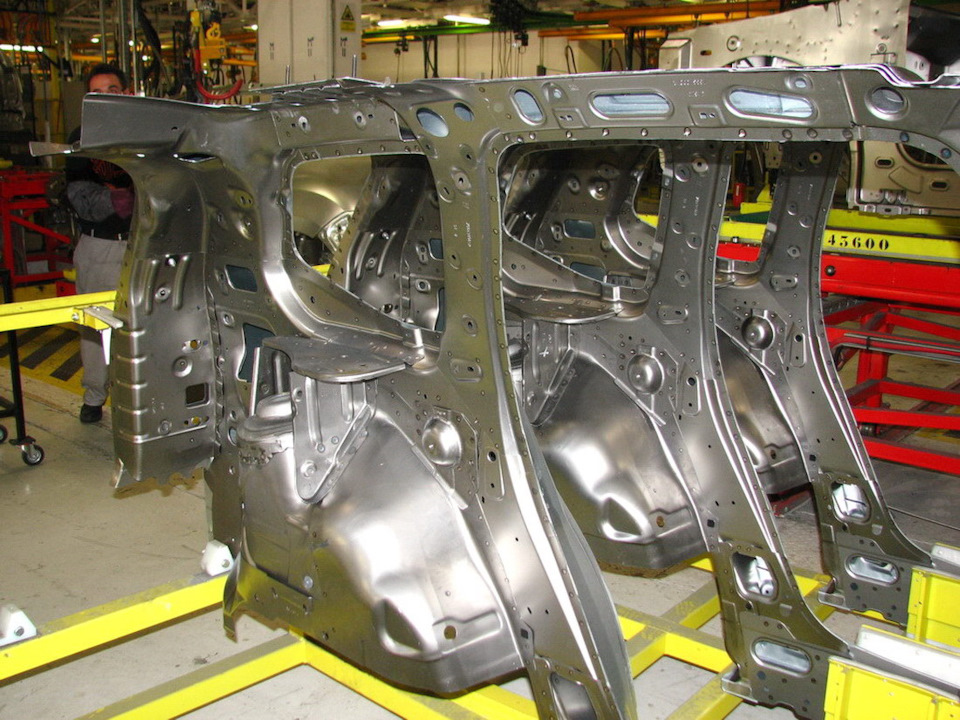 с этого же завода в городе Питешти фотография (2011 год)
с этого же завода в городе Питешти фотография (2011 год)
Теперь конкретно о оцинковке кузова Renault Duster 1го поколения (начало 2012 — январь 2021 гг.). По оцинковке кузова Весты больше информации в открытом доступе в интернете, чем по кузову Дастера(
Renault Duster 1го поколения собирали на заводе «Автофрамос». В 2014 году завод «Автофрамос» был переименован в ЗАО «Рено Россия».
На заводе осуществляется производство полного цикла, то есть сварка, окраска и сборка. При этом цех штамповки отсутствует, а штампованными деталями завод обеспечивают поставщики.



В 2012 году на заводе собирали Renault Logan (прекращено в декабре 2015 года в связи с переносом на «АвтоВАЗ», Renault Sandero (прекращено в 2014 году в связи с переносом на «АвтоВАЗ»), Renault Fluence, Renault Duster, Nissan Terrano (с 2014 года), Renault Latitude и Renault Koleos (до июля 2016 года). Latitude и Koleos собирали скорее всего методом крупноузловой сборки. Остальные, в т. ч. и Duster, собирали по производству полного цикла.
На завод доставляются комплектующие, необходимые для производства автомобиля (штампованные детали, элементы силового агрегата и т.д.) от локальных и иностранных поставщиков, а также с других заводов Renault.
В сварке из отдельных стальных штампованных деталей собирается кузов автомобиля. Процесс предполагает сварку основных элементов: переднего, центрального и заднего блоков, боковых частей кузова, крыши, а также навесных элементов (дверей, крышки багажника и капота). При этом применяются две технологии сварки: точечная и дуговая. Двигаясь по конвейеру, будущий автомобиль сваривается по 3700 точкам. Точечная сварка доверена роботам. На сборку одного автомобиля уходит 25 часов.
В цеху окраски Автофрамоса функционирует единая линия, где роботы наносят грунт, базу и лак на кузова. В цехе окраски кузов сначала окунают в специальные ванны для нанесения антикоррозийного покрытия — фосфатного слоя и катафорезного грунта.
 Кузов Каптюра окунается в ванную. Значит и кузов Дастера тоже окунается
Кузов Каптюра окунается в ванную. Значит и кузов Дастера тоже окунается
После этого на стыки и швы наносится мастика, что обеспечивает герметичность и звукоизоляцию. От гравия и ультрафиолетовых лучей кузов защищает специальный грунт. Затем кузов покрывают эмалью и лаком. После чего ему остаётся пройти только два этапа — ретушь и обработку восковым антикоррозийным составом. Восковый состав наносится в скрытые полости.
На днище, в колесных арках и порогах у Дастера вроде сделана дополнительная обработка слоем антигравия.
[Эта информация на сентябрь 2014 года]
От себя добавлю, что все внешние кузовные детали оцинкованы с двух сторон. Металл для штамповки этих деталей оцинкован уже на стадии проката на металлургическом заводе.
Это следующие детали :
передние боковины. Металл этих боковин более тёмный, чем у ниже перечисленных внешних деталей.
задние боковины внешние
крылья передние внешние
капот внешняя часть
капот внутренняя часть
крыша. Металл более тёмный, чем у других перечисленных внешних деталей.
двери задние внешняя часть
двери задние внутренняя часть
двери передние внешняя часть
двери передние внутренняя часть
крышка багажника внешняя часть
крышка багажника внутренняя часть
"спойлер" на крышке багажника
крышка лючка бензобака наверно тоже самое.
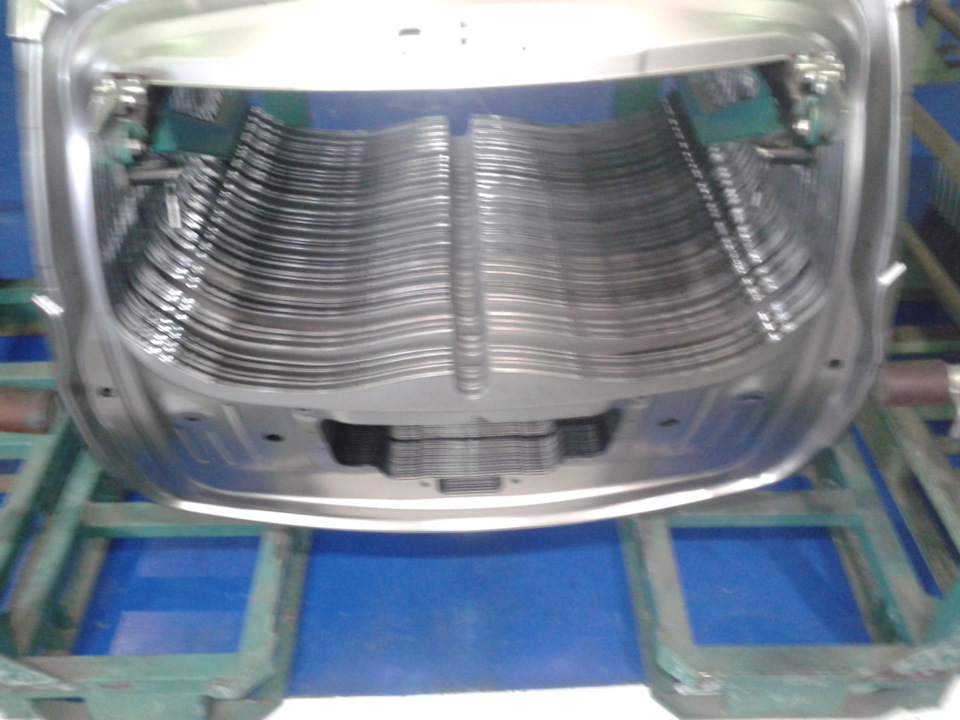 крышка багажника Дастера, внутренняя часть
крышка багажника Дастера, внутренняя часть  крышка багажника Дастера, внешняя часть
крышка багажника Дастера, внешняя часть
Кто-то выкладывал на Драйве ответ Рено Россия по его обращению на горячую линию Рено: "Благодарим за обращение на "Горячую Линию" Renault в России.
По Вашему вопросу о предложении дополнительной защиты в дилерском центре сообщаем, что на автомобиле Renault оцинкованы все наружные панели, оцинковка двусторонняя. Пороги тоже относятся к наружным панелям.
Лонжероны, моторный щит и днище не оцинкованы, но имеют мощную катафорезную защиту и обработку мастикой. Катофорез – процесс нанесения на кузов защитного слоя гальваническим методом – защищается весь кузов (его полностью погружают в гальваническую ванну).
Лакокрасочное покрытие кузова – покрыт весь кузов.
Все внутренние полости автомобиля (помимо основной защиты) обработаны специальным защитным воском.
Антигравийное покрытие – защищает днище и боковины (частично) автомобиля от ударов мелких камней (гравия). Таким покрытием покрывают днище и частично пороги кузова.
Антикоррозийная защита: 6 лет гарантия производителя.
Дополнительную антикоррозийную обработку проводить не рекомендуется."
Катафорез что это в автомобиле ваз
Катафорез – это сложный химический процесс, основанный на электролитической реакции.
Катафорез в автомобильной промышленности – это один из вариантов заводской обработки деталей кузова.
Основное предназначение катафорезной грунтовки – это защита кузовных элементов и деталей от воздействия коррозии.
| Интересный факт . Бампер автомобиля Lada Нива без покрытия катафорезной грунтовкой в процессе испытания в камере соленого тумана до появления сквозной ржавчины продержится не более 100 часов, имея катафорезное покрытие — до 1500 часов.
Таким образом, катафорезная обработка металла дает возможность в несколько раз увеличить его стойкость к воздействию коррозии.
ЭТАПЫ КАТАФОРЕЗНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Катафорез включает в себя следующие этапы:
- Предварительный этап – этап очищения. Перед обработкой катафорезом металлическую поверхность детали очищают от оксидной пленки, ополаскивают поверхность и обезжиривают.
- Подготовительный этап. На этом этапе металл активируется для обеспечения лучшей сцепки частиц при электролитической реакции. Алюминиевые части обрабатывают кислотным или щелочным раствором.
- Сам катафорез. После очищения и предварительной обработки поверхности происходит погружение детали в емкость для дальнейшего катафорезного грунтования.
Емкость представляет собой некую электролитическую ванну, наполненную составом с частицами грунтовки. Сам же процесс катафореза выглядит следующим образом: на металлическую поверхность подают отрицательный заряд путем присоединения к ней анода. К самое емкости присоединяют катод – именно он и активирует растворенные частицы грунта. Далее происходит химическая реакция, в результате которой положительно заряженные частицы грунтовочной смеси оседают на поверхности металла, покрывая его защитным слоем катафореза. - Завершающий этап. На этом этапе деталь проходит процесс ополаскивания, сушки в термической камере, а также процесс кристаллизации защитного грунтового слоя.
Дополнительным этапом может выступать окраска детали.
Во временных рамках, на весь процесс катафорезного грунтования приходится около 2-3 минут (без учета подготовительного этапа). В результате вы получаете деталь с дополнительным защитным слоем в 25–30 мкм.
| Вопрос-ответ. «А если держать дольше, слой будет больше?» Нет! Покрытие обладает собственными изолирующими свойствами, поэтому добиться более толстого слоя не предоставляется возможным.
ПРЕИМУЩЕСТВА КАТАФОРЕЗНОГО ГРУНТА
Катафорезное грунтование на сегодняшний день довольно распространенное явление. Свою популярность оно приобрело благодаря ряду значимых преимуществ:
- Благодаря катафорезу можно исправить неровности металла.
- Использование катафореза продлевает срок службы детали.
- Катафорез защищает поверхность детали от ударов камней.
Наряду с преимуществами использования катафореза, у него есть один значимый недостаток – дороговизна метода. Именно по этой причине катафорез, чаще всего, используется «на заказ».
ИСПОЛЬЗУЕТСЯ ЛИ КАТАФОРЕЗ ДЛЯ ОБРАБОТКИ КУЗОВНЫХ ДЕТАЛЕЙ ГРУЗОВЫХ HYUNDAI
При производстве – нет. Ни оригинальные детали, ни детали аналоги не подвергаются катафорезной обработке. Все кузовные запчасти поставляются в транспортировочном грунте. После покупки транспортировочный грунт удаляется и деталь покрывается грунтом для дальнейшей покраски или подвергается катафорезной обработке.
Это уже на усмотрение каждого.
ВЫВОДЫ
Катафорез – это один из способов продлить жизнь кузовной детали, но только при полной сохранности целостности защитного слоя. В случаи повреждения вам придется повторить процесс от начала до конца. На сколько это выгодно? Решать вам.
А в случаи, если вам потребуются новые кузовные детали для корейского грузового Hyundai или японского Isuzu, Hino, Fuso, звоните в Автотягу. В нашем ассортименте представлены различные детали для кузовного ремонта по выгодной цене. Для оформления заказа звоните нам по номеру телефона +7 (495) 432-11-89 .
Присоединяйтесь к нам
Сегодня давайте попытаемся разобраться в современных грунтах и ответить на вопрос: а что же такое катафорезный грунт? В чем его преимущества, если они есть >>>
Катафорез и катафорезное грунтование автомобиля
Что такое катафорез и зачем он нужен, выясняется после ремонта в СТО или перекраски машины. Ржавление автомобильного кузова – одна из главнейших причин для недовольства владельца авто. Новое покрытие ЛКМ не защищает металл и кузов начинает ржаветь через 1–2 года.
Что такое катафорез
Катафорез – вариант заводской окраски. Выполняется в специальной камере и гарантирует 100% защиту от ржавчины и других повреждений.
Традиционный способ окрашивания – нанесение ЛКМ кистью или распыление с помощью аппарата, не приносит должных результатов, когда речь идет об автомобилях. Машина подвергается очень высокой нагрузке, даже когда эксплуатируется в щадящих условиях. Чтобы защитить металлические части, применяют методы с использованием электрического тока.
Самый известный – электрофорез. Это процесс переноса вещества электричеством. Твёрдые мельчайшие частицы ЛКМ притягивает намагниченная поверхность. Краска или грунт наносится исключительно равномерно и покрывает мельчайшие детали рельефа. При этом частицы взаимодействуют друг с другом, образуя непроницаемую и сверхплотную плёнку.

Различают 2 типа обработки – анафорез и катафорез.
Что такое катафорез? Это катодный электрофорез. Частицы краски или грунта заряжаются положительно, а деталь для окраски – кузов, отрицательно, то есть на неё должен подаваться ток. Автомобильный каркас выполняет роль катода и притягивает к себе положительно заряженные частицы.
Катафорез включает следующие этапы.
- Перед обработкой металлическую поверхность очищают от оксидной плёнки. Затем детали или весь автомобильный кузов ополаскивают и обезжиривают.
- Подготовка поверхности – зависит от типа материала и ЛКМ для окраски. Все стальные поверхности фосфатируют, иногда комбинируют процесс с травлением – кислотным или нейтральным. Алюминиевые части обрабатывают кислотными или щелочными растворами. Сплавы магния оксидируют. При подготовке учитывают будущие условия эксплуатации. Так, если для окраски будет использована ЛКМ с коррозийной стойкостью к соляному туману более 1000 часов, поверхности перед грунтовкой обрабатывают с помощью цинкофосфатирования с пассивацией.
В последние годы чаще используют технику нейтрального травления. Такая обработка не только делает верхний слой металла однородным, но и удаляет окислы, оставшиеся после лазерной резки заготовок. А чтобы увеличить коррозийную стойкость будущей защиты, применяют щелочную обработку – цинко- и железофосфатирование.

- Погружение в ёмкость для катафореза – окрасочную ванну. Это резервуар объёмом, достаточным для погружения в неё автомобиля целиком. Более того, машину в ванну опускают вертикально и во время обработки она должна оставаться в таком положении. Кузов подключают к отрицательной клемме источника тока – постоянного, а анод погружают в ёмкость, чтобы зарядить краску. Эмульсию, пасту и деминерализованную воду загружают в ванну заранее и следят за её однородностью, кислотностью, активностью.
- Ополаскивание автомобиля – чтобы смыть частицы грунта, выполняется как погружение в другую ёмкость, так и перемещение сквозь туннель с распылителями. Промывка деталей осуществляется по каскадному принципу: по мере ополаскивания применяется все более чистая вода вплоть до ультрафильтрата. Если предполагается покраска высококачественными ЛКМ, то последняя промывка выполняется обессоленной водой.
- Герметизация и нанесение защитного покрытия на нижнюю часть кузова. Грунтовка.
- Сушка в термической камере – при +180–+200 С. При такой температуре частицы ЛКМ закрепляются на поверхности и полимеризуются. Предварительно кузов или отдельные элементы обдувают горячим воздухом, чтобы удалить капли жидкости. Отдельные детали прогревать нужно сильнее – днище, крышу. В камере установлены датчики температуры, позволяющие варьировать нагрев на разных участках.
- Окрашивание выполняется на последнем этапе. Краску подбирают в зависимости от условий эксплуатации автомобиля.
Катафорезное грунтование занимает всего 2–3 минуты. Сила тока составляет от 400 до 700 А при напряжении в 400 В. Толщина защитного слоя – 25–30 мкм. Этого достаточно, чтобы не только защитить от ржавчины, но и обеспечить нечувствительность к мелким повреждениям. Добиться более толстого слоя за счёт длительного пребывания в катафорезной ванне нельзя: покрытие обладает собственными изолирующими свойствами.
Анафорез и катафорез выполняются только в заводских условиях. СТО не может повторить такую обработку.
Когда применяется катафорез для оцинковки кузова автомобиля

Срок эксплуатации автомобиля заметно увеличивается, если покраску комбинируют с оцинковкой, то есть нанесением на металлические детали слоя цинка. Металл, в отличие от железа, образует очень плотную оксидную плёнку, а не рыхлую ржавчину. Слой не пропускает ни кислород, ни воду, и полностью защищает сталь. Даже при повреждении краски и лака кузов не ржавеет, так как его защищает цинковое покрытие.
Существует 4 способа оцинковки.
- Горячая – термическая. Считается самой надёжной. Автомобиль целиком погружается в ванну с цинкосодержащим раствором, прогревается до 460–500 С. Получают покрытие толщиной от 2 до 15 мкм. Служит оно как минимум 15 лет. Обладает интересным свойством: самовосстанавливается при повреждениях средней тяжести. Горячая оцинковка – процедура дорогая и выполняется только для автомобилей премиум и бизнес класса. Защитное покрытие обязательно наносится на обе стороны поверхности. Для этого либо автомобиль погружают в расплав цинкового раствора, либо наносят покрытие еще на этапе раскроя заготовок – кузовных листов.
- Гальваническая – вариант электролитической обработки. Машину или отдельные части опускают в резервуар с кислотным раствором цинка. В раствор опускают катод, а саму ёмкость подключают к положительной клемме источника питания. Частицы цинка притягиваются к поверхности и осаждаются, а затем вступают в химическую реакцию. Используется технология как для полной оцинковки, так и для частичной. Применяется для защиты от коррозии бюджетных авто. Гарантийный срок эксплуатации составляет 10–12 лет, но только от сквозной коррозии. После аварии защитные свойства цинкового слоя теряются.
Гальваническая оцинковка нередко применяется локально – для покрытия самых уязвимых деталей. К ним относят арки, днище, пороги. К такому приёму прибегают при выпуске бюджетных машин. Используется гальваническое покрытие даже такими гигантами автопрома как Mercedes и BMW. Однако в немецких моделях недостаточная надёжность компенсируется более толстым слоем лакокрасочного покрытия.
- Холодная оцинковка – или катафорез. Представляет собой комбинацию катафорезного грунтования и оцинковки. Сначала кузов погружают в ванну, наносят грунт, подключив автомобиль или деталь к отрицательной клемме, а раствор в ёмкости – к положительной. После грунтовки на кузов наносят цинковый порошок – с содержанием последнего не менее 89–93%. Собственно оцинковку осуществляют чисто химическим путём при нанесении сверху анафорезного грунта. Затем авто окрашивают. Холодная оцинковка дешевле, толщина полученного защитного слоя – 10 мкм.
- Цинкрометалл – цинком покрывают заготовки, то есть стальные листы на стадии проката. Затем из них изготавливают автомобиль. Такой вариант предлагают для машин, эксплуатирующийся в сухом теплом климате. Для средней полосы России – решение неудачное.
Катафорезное цинкование по своим качествам приравнивается к высококлассной окраске. Технология предполагает, что защиту обеспечивает совокупное взаимодействие базы, катафорезного грунта, анафорезного – цинкосодержащего, краски и лака. При нарушении даже верхнего слоя краски защита становится недействительной.
Однако низкая стоимость технологии делает такое решение очень выгодным при выпуске недорогих авто. Поэтому к катафорезной оцинковке прибегают такие известные бренды как УАЗ, ВАЗ, Chery, Great Wall, Hyunda, Renault.
Такой метод можно использовать и при ремонте в небольших мастерских. Оцинковка осуществляется без погружении в ёмкость, а упрощённым методом. Цинкосодержащий раствор наносят на кузов с помощью электрода, который подключают к плюсу источника питания. Обрабатываемую поверхность подключают к минусу.
Увеличивает прочность и стойкость защитного слоя использование не раствора цинка, а порошкового. Взвесь лучше заполняет щели и изгибы.
Катафорезное грунтование кузовных деталей
Катафорезное локальное грунтование выполняется для деталей и отдельных частей кузова. К такому варианту прибегают в следующих случаях.
Чёрный катафорез – грунтовка отдельных частей без окрашивания. Здесь катафорезный грунт выступает автономным покрытием. Применяется для защиты подкапотного пространства, деталей шасси, рамы, а также некоторых компонентов салона – каркаса, скоб, кронштейнов. Толщина покрытия составляет 25–35 мм, но так как слой краски и лака отсутствует, общие защитные свойства уступают полноценной обработке, но выше, чем при сером катафорезе. В условиях солевого тумана он выдерживает до 800 часов. Однако он позволяет сэкономить при следующих операциях: расход краски в любом случае будет меньше.
Новые кузовные детали обрабатывают катафорезным грунтом сразу после изготовления, до сборки. Но так как метод заметно дороже, чем покрытие транспортировочным грунтом, к нему прибегают только при производстве оригинальных деталей.
Грунтование на заказ – при ремонте после аварии или перед покраской детали кузова передают на предприятие для катафорезного грунтования. Обработка выполняется по описанной технологии и занимает столько же времени. После покраски эти детали будут обладать такой же защитой, что и до аварии, то есть покрытие прослужит еще не менее 10–15 лет.
Катафорезная грунтовка продлевает срок эксплуатации даже неоригинальных деталей.
Катафорез нового кузова

Катафорезная обработка кузова по мнению производителей заменяет оцинковку. Технология дешевле, более доступная и позволяет варьировать как составы материалов, так и приёмы обработки. Новый кузов грунтуют по вышеописанной схеме, все этапы сохраняются – от предварительной очистки до сушки.
При работе на разных предприятиях используют методы, влияющие на качество готового покрытия.
- Катафорезный грунт – состоит из связующего – смола, обычно эпоксидная, пигментной пасты и деминерализованной воды. Связующее органическое и состоит из катионных полимеров. Лучшим вариантом выступают грунты 6 и 8 поколения – безсвинцовые. Они безопасней и обладают высокой проникающей способностью. При меньшей толщине слоя лучше защищают от коррозии и расходуются не так быстро.
- Процесс электроосаждения в ванной контролируется с помощью нескольких систем. В течение 3 минут работы следят за концентрацией компонентов, премешиванием жидкости, кислотностью, температурой и уровнем напряжения ванны. Такое оборудование не доступно для СТО, так что грунтование выполняется только на заводских площадках.
- Для качественной промывки линия обработки должна включать систему ультрафильтрации. Процедура удаляет низкомолекулярные загрязнения, которые неизбежно накапливаются в ванной.
- Катафарезная грунтовка недостаточно хорошо защищает от ультрафиолета. Поэтому кузов обязательно окрашивают жидкой или порошковой ЛКМ.
Внимание! Собственно, транспортёр, который перемещает автомобиль, тоже является системой, подающей энергию. Окрашиваемую деталь подсоединят к источнику тока кабелем или через конвейер.
Капитальный кузовной ремонт методом катафореза

Капитальный ремонт предполагает подготовку под покраску, нее уступающую заводской обработке. Очевидно, что защищать кузов с помощью обычного, а тем более транспортировочного грунта, невыгодно: он быстро приходит в негодность. Необходимо осуществить грунтовку – катафорез или анафорез.
Что такое катафорезное покрытие в этом случае, понятно из перечня операций, выполняемых при ремонте.
- Автомобиль полностью разбирают. Для хорошего результата нужно подвергать катафорезу кузов и съёмные детали – дверцы, капот, по отдельности.
- Удаляют всю краску с машины. Используют химические методы, чтобы предупредить повреждения поверхности. Очищают до металла.
- Удаляют следы коррозии. Очаги ржавчины обрабатывают химическими средствами. Для этого кузов и его элементы погружают в ванну с антикоррозийным раствором.
- Грунтуют автомобиль по описанной технологии. Подключают кузов к электроду, погружают в ванну, а затем повторяют эту же операцию с кузовными деталями.
- После сушки в камере автомобиль готов к новому окрашиванию.
Капитальный ремонт с восстановлением защитного слоя дорог. К нему редко прибегают при починке бюджетных автомобилей.
Плюсы и минусы катафорезного грунтования
Катафорезный грунт обладает несколькими явными преимуществами перед другими способами зашиты:
- обеспечивает толщину слоя на поверхностях от 15 до 30 мкм и на скрытых полостях до 12 мкм;
- обеспечивает толщину слоя на поверхностях от 15 до 30 мкм и на скрытых полостях до 12 мкм;
- продлевает срок эксплуатации деталей и кузова от 6 до 12 лет;
- обладает проникающей способностью и может наносится на элементы сложной конфигурации;
- предупреждает коррозию, как частичную, так и сквозную даже в условиях солевого тумана – в 8 раз эффективней обычной грунтовки;
- защищает разные металлические сплавы: на базе железа, алюминия, с магнием;
- обеспечивает высокую укрывистость кромок, особенно грунт 8 поколения. Это гарантирует полную защиту дверных кромок;
- гарантирует минимальный расход материалов при покрытии, возможность уменьшить толщину слоя краски и лака при одинаковом качестве окраски;
- скрывает мелкие дефекты и неровности металлических поверхностей;
- при сушке при разных температурах обеспечивает одинаково высокую прочность и надёжность – это важно при обработке деталей, сохнущих при более высокой температуре, чем кузов.
Недостатки метода таковы:
- уступает по степени защиты горячей или гальванической оцинковке даже в тех случаях, когда грунтование объединяют с порошковым напылением цинка;
- обработка возможна только в заводских условиях, что не всегда доступно;
- защитный слой не восстанавливается. При повреждении необходимо заново полностью обрабатывать деталь.
Внимание! Катафорез автомобильного кузова обеспечивает качественную защиту от коррозии только при полной обработке последнего. Частичное грунтование – днища, наиболее активных деталей кузова, является маркетинговым ходом.
Можно ли красить автомобиль на катафорезный грунт

Катафорезный грунт защищает машину от ржавчины. Если покрытие целое и не имеет дефектов, снимать его не нужно. Любой другой вариант грунта, кроме заводской же горячей оциновки, имеет куда худшие технические характеристики. Однако перед этим желательно убедиться, что грунт действительно катафорезный.
Признаки следующие:
- покрытие матовое с очень слабым глянцем. Если блеск отсутствует полностью или, наоборот, глянец сильный, это не катафорезный грунт;
- чтобы узнать состав грунтовки, смачивают тряпку растворителем, хотя бы ацетоном, и кладут на деталь. Если через 10 минут покрытие не изменилось и следов на ткани нет – это катафорезный грунт.
Катафорез – вариант электролитического защитного покрытия. Технология предупреждает коррозию в течение 15 лет, но только при полной сохранности слоя. Обработка может продлить срок эксплуатации неоригинальных деталей и даже старых автомобилей. Выполняется катафорезная грунтовка только в заводских условиях.
Что такое катафорезное грунтование кузова автомобиля
Задач у грунтовки автомобильного кузова много, но основные из них – это максимальное сцепление (адгезия) с металлом и последующими слоями лакокрасочного покрытия (ЛКП), а также полное закрытие голого железа, включая кромки и плохо доступные полости. Иногда грунт работает и как защитное средство (транспортировочный или антикоррозийный).

Обычными методами нанесения покрытий – распылением или кистью вопрос полностью не решается, поэтому качественная обработка требует методов электрохимии.
Что такое защитный катафорезный грунт
После катафореза грунтовка настолько хорошо работает, что становится возможным защита металла в местах, не требующих декоративной обработки, без нанесения слоя краски.
Грунт ложится плотно и достаточно толстым слоем в десятки микрон, пористость минимальна и доступ влаги и кислорода к железу почти исключается.

Такая обработка тестировалась в куда более сложных условиях, чем типичная эксплуатация. Используются тестовые камеры солевого тумана, в них проверятся, например, военная техника, эксплуатируемая в том числе и в морских условиях.
Но есть и слабое место – такое покрытие не отличается стойкостью к ультрафиолетовому облучению, поэтому подобные детали располагаются под капотом или днищем автомобиля.

Аналогично поступают при нанесении транспортного грунта. В ряде случаях его даже можно не удалять при последующих малярных работах. Но только если это именно электрохимическое осаждение.
Обычный черный грунт надо обязательно удалять, затем наносить праймер и проводить все этапы малярных работ.
Катафорезная защита стоит дорого, поэтому выполняется в особых случаях и только в заводских условиях. Ванны огромных размеров и мощная силовая электротехника требуют капитальных затрат.
Этапы катафорезного грунтования нового кузова
Раньше на автозаводах выполнялось анафорезное грунтование новых кузовов, то есть гальваническим анодом (положительным электродом) был кузов.
Стойкость оставляла желать лучшего, поэтому заводы перешли на катафорезное осаждение с минусом на корпусе. Такой способ обеспечивает защиту примерно на уровне оцинковки, при этом обходится дешевле покрытия цинком.
Электролитический характер осаждения требует тщательной очистки металла от плёнок, его протравливают и обезжиривают.
- Травление подразумевает химическое воздействие на металл. Технологий много, это обработка кислотами, щелочами или нейтральными реагентами. Обычно формируется поверхностный слой с фосфатами железа или цинка. Важно убрать окислы.
- Подготовленный кузов полностью помещается в ванну с грунтом и подключают к минусу мощного источника питания. Подается ток порядка 500 Ампер при напряжении 400 Вольт. Процедура занимает несколько минут.
- Важным этапом становится промывка. Вода меняется несколько раз, вплоть до самой чистой. Недопустимо даже небольшое количество ионов солей или кислот.
- Дальше кузов обрабатывается герметиками и грунтами уже непосредственно под краску. Выполняется сушка при высокой температуре, после чего идёт роботизированное или ручное окрашивание.
Содержимое ванн постоянно фильтруется и обновляется. Используются разные типы грунтовок, в том числе самые современные и экологичные 8 поколения.
Преимущества и недостатки
К преимуществам можно отнести фиксированную толщину слоя, поскольку процесс завершается автоматически из-за увеличения переходного сопротивления, это же обеспечивает равномерность слоя.
Состав проникает во все скрытые полости, закрывает кромки. Расход грунта минимален, он не улетает при распылении. Степень защиты на порядок лучше, чем при обычном грунтовании.
Недостатки – крайне высокая цена оборудования, расход электроэнергии. Уступает конкурентам в виде горячей двусторонней оцинковки, но при этом превосходит их по экологичности.
Катафорез деталей при кузовном ремонте
При ремонте используют уже загрунтованные в заводских условиях кузовные детали. Из-за сложности процесса такие детали продаются только как оригинальные, то есть дорогие.
Теоретически можно организовать капитальное восстановление кузова по заводской технологии.
Все детали и сам кузов обрабатываются и помещаются в ванны, но реально никто этим не занимается, такой ремонт экономически не оправдан. Дешевле заменить кузов в сборе или весь автомобиль.
Можно ли на него красить
Теоретически можно нанести краску на грунт, но качество так не обеспечить. Поэтому поверх такого праймера наносят распылением грунт именно под краску. И только потом кузов окрашивается и покрывается лаком.
На такую технологию можно смело давать гарантию на несколько лет, многое зависит от применяемых материалов.
Но в целом такие кузова уступают по защите только изготовленным из стали с горячей двусторонней оцинковкой, типовая гарантия на которые составляет 12 лет от сквозной коррозии.