Как увеличить мощность полуавтомата сварочного своими руками
З.Ы. я себе купил такой http://svarka.kharkov.ua/products/SSVA180P.html
Выбирал ооочень долго (недостаток денег позволял это сделать), но выбором доволен. Уважаемые люди на ряду с ним рекомендуют ВУДИ-201 и Контуры. Покупал тут http://svarkarnd.ru/product_list
Искал в нашем городе такую,-не нешел! Вы где нашли проволочку 0.6мм?
Очень давно пользуюсь ПДГ-180″Питон» (. проволочка 0.8-1.2 мм, омеднённая. углекислота. ), доволен!! Варит красиво, меняю только наконечник токосьемный, когда разносится.
п.с. Но тяжёлый очень. 32кг. неудобно переносить его
Еще можно посоветовать проверить полярность, вдруг «прямая» (горелка — минус) стоит под самозащитную проволоку.
Думаю нужно искать почему в ванне расплавленного металла сварочная проволочка не успевает расплавится. почему процесс идет не стабильно. а это может быть как неравномерная подача проволочки так и мозги глючить у апарата.
п.с. сейчас заглянул в справочник . там такая зависимость была установлена ( еще при СССР. книга старая)
0.5мм (толщина свариваемых деталей). 1.5-1.8 м.мин. (подача проволочки). 40 ампер (примерное значение тока для нормальной работы . сварка проволкой Св-08мм)
1.0мм (толщина свариваемых деталей). 2.8-3.0 м.мин. (подача проволочки). 80-90 ампер (примерное значение тока для нормальной работы . сварка проволкой Св-08мм)
Ну и еще . так-как на графике хорошо видно. приведу.
1.5мм (толщина свариваемых деталей). 5.0 м.мин. (подача проволочки). 120 ампер (примерное значение тока для нормальной работы . сварка проволкой Св-08мм)
Суть в том что. 1мм толщины сварваемых деталей ваш апарат должен проварить нормально. тока ему достаточно (если он исправен)
Ну и правильно что сделали ее. что тяжесть-то таскать на себе. А я себе так что-то и не сделал. он почти всегда на одном месте стоит.
Доводим до ума бюджетный полуавтомат
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
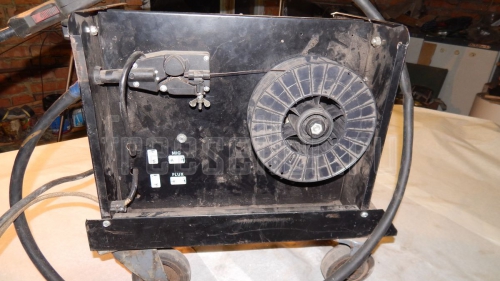


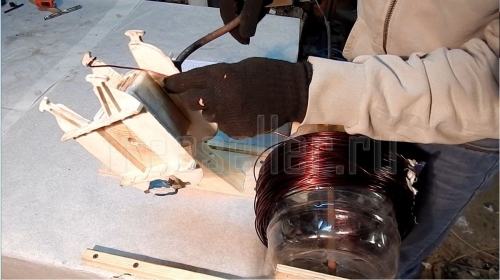
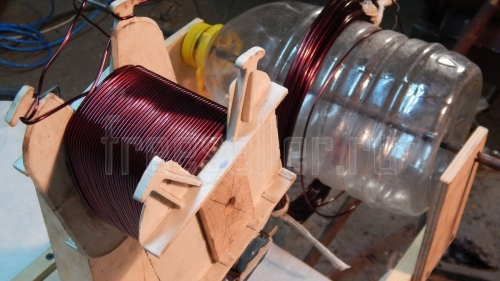
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).

А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.


Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
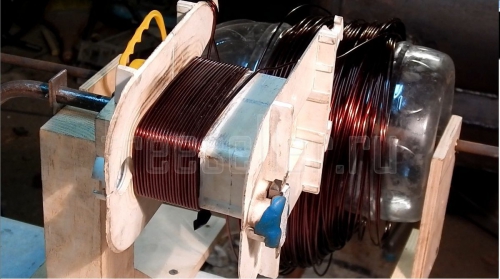

Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
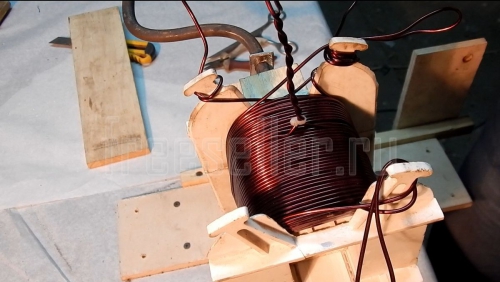


Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.

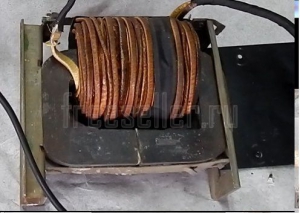
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
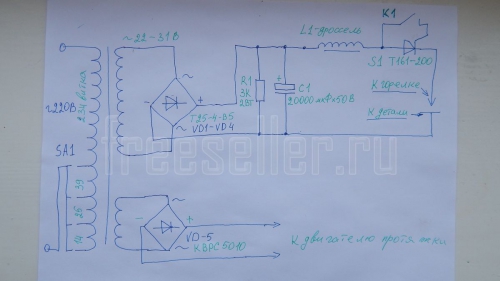
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Нужны идеи по доработке сварочного полуавтомата(трансформаторного)
Живет в моем хозяйстве сварочный полуавтомат Темп 059М.Проще агрегата в жизни не встречал.Все сделано на грани "невозможного"-протяжка отечественная,элементная база отечественная.Ну и качество сварки тоже отечественное.Он в ручном режиме варит както не силно позитивно,ну а в режиме с проволкой в углекислоте вообще.
Закрутилась в голве мысль доработать это чудо.Даже может не доработать,а вживить в его тело немного китайской инверторной души(предположительно один из моих инверторов Искра).Тоесть убрать из работы силовой трансформатор и закомутировать на горелку все прелести инвертора.Вспоминаются старые гаражные полуавтоматы с контактором на выходе для прерывания тока сварки.Может быть и мне использовать такой.Или имеется в наличии парочка симисторов на 80А(еще советских от ретгенаппарата РУМ20М).Приветствуются любые предложения по скрещиванию этих двух сварочных агрегатов
Предложения "Купи новый" мне понятны.Но поймите мое желание сделать что-то самому. На улице прохладно,а руки чешутся
Чипгуру
Пользуюсь последнее время в основном ПА, хотя есть и сварочный трансформатор и инвертор. Иногда в голову приходят интересные мысли, как сделать какие нибудь усовершенствования в плане доработки своего сварочного оборудования. Может кому нибудь это тоже будет интересно. Ролик по теме:
Модернизация сварочного полуавтомата.
Сообщение #2 AnSm » 19 сен 2016, 22:11
Модернизация сварочного полуавтомата.
Сообщение #3 Валерий » 20 сен 2016, 00:07
Модернизация сварочного полуавтомата.
Сообщение #4 ROW » 20 сен 2016, 07:28
Модернизация сварочного полуавтомата.
Сообщение #5 Skor06 » 20 сен 2016, 07:46
В хозяйстве именно 10 литровые баллоны под углекислоту и аргон. Такие же как Сергей в ролике показал. На самом деле не очень удобные баллоны. Хватает их для сварки не на долго, а по высоте под верстак не лезут(( Вот и качуют из угла в угол в гараже. Чуть позже щелкну фото по своему колхозу со сварочным постом и столом. Может кто, что подскажет.
Отправлено спустя 4 минуты 12 секунд:
drakon30 , Сергей, приветствую. Смотрел Ваши наработки на ютубе раньше. Есть интересные для меня, спасибо что делитесь. У меня предложение по названию этой темы. Может переназовете типа "Оборудование мобильного сварочного поста" или как сам ролик называется — "мобильный сварочный полуавтомат". Все-таки "Модернизация сварочного полуавтомата" — это немного о другом. Согласитесь?