Самостоятельный ремонт сварочных аппаратов
Независимо от надёжности и гарантий производителя аппарат для сварки со временем выходит из строя. В некоторых случаях найти неполадку и устранить её можно своими руками. Это позволит оптимизировать расходы, связанные с его эксплуатацией.
Содержание:
Самое слабое звено сварочного трансформатора – это его клеммная колодка. Плохой контакт и большая величина сварочного тока приводят к сильному нагреву соединения и проводов. Результатом становится разрушение самого соединения и замыкание. Другие распространённые поломки трансформаторов:
Отключение оборудование в произвольном порядке.
Появление сильного гудения.
Ощутимый нагрев сварочного оборудования.
Плохая регулировка или низкая величина сварочного тока.
Повышенное потребление тока при отсутствующей нагрузке.
Обрыв дуги по непонятной причине.
К наиболее типичным неисправностям инверторных аппаратов относятся следующие моменты:
Дуга горит неустойчиво или она сопровождается большим разбрызгиванием материала электрода. Причина этому – неправильный выбор тока и скорости сварки.
Инвертор находится во включённом состоянии, индикаторы работают, но сварка отсутствует. К основным причинам относятся перегрев устройства и повреждение кабелей.
Сварочный электрод стал прилипать к металлу. Обычно подобное происходит из-за низкого питающего напряжения электросети. Также на это может повлиять плохой контакт модулей оборудования в панельных гнёздах или слишком длинный удлинитель. Если длина последнего составляет 40 м и более, то эффективность работы сильно падает вследствие больших потерь в питающей электросети.
Основные причины выхода инверторов из строя
Инверторный аппарат обладает более сложной, чем выпрямитель или трансформатор, конструкцией. Соответственно, она менее надёжная. В случае выхода какой-либо детали этого оборудования необходимо проверить работоспособность транзисторов, диодов и прочих элементов, относящихся к электронной схеме инвертора. Для этого пользователю нужно уметь работать с цифровым мультиметром, вольтметром и другой измерительной техникой. Не лишними будут навыки работы с осциллографом. Причины поломки электронной схемы инвертора:
Попадание под корпус аппарата влаги. Чаще всего причиной являются осадки: снег и дождь.
Скопление большого количества пыли внутри корпуса. Плохо влияет на охлаждение электронной схемы. Чаще всего пыль попадает в устройство во время его использования на стройплощадках.
Несоблюдение режима непрерывности сварочных работ, предусмотренного изготовителем. Может привести к выходу из строя электроники вследствие перегрева инвертора.
Инвертор не включается. Одна из причин – это низкое напряжение в электросети.
Прекращение работы устройства во время длительной работы. Возможно, сработала защита по температуре. Это не неисправность. Нужно выдержать паузу в 20-30 мин.
Как устранить неполадку
Выполнить ремонт сварочного аппарата своими руками можно не в каждой ситуации. Если из корпуса появился дым или вы почувствовали запах гари, то это говорит о сложности поломки. Для её устранения следует воспользоваться помощью сервисной службы.
Нередко бывает так, что определить неисправность по определённым признакам невозможно. В подобной ситуации приходится проверять один компонент схемы за другим. Из этого следует, что для ремонта своими руками требуются также познания в области электроники – хотя бы на базовом уровне. Их отсутствие может привести к появлению новых неисправностей и обернутся напрасной тратой времени. Полезные рекомендации:
Самостоятельный ремонт инверторных сварочных аппаратов начинается со вскрытия корпуса. Это нужно для того, чтобы визуально осмотреть начинку.
Нередко причиной неполадки становится плохая произведённая пайка проводов и контактов на плате. Достаточно перепаять их, чтобы инвертор заработал в нормальном режиме.
Визуально определить повреждённые детали несложно. Они могут быть покрыты трещинами, иметь пригоревшие на плате выводы и потемневший корпус. Все вышедшие из строя детали нужно уделить и заменить на аналогичные. Характеристики старых и новых элементов должны совпадать. Производите подбор по специальным таблицам или маркировке на корпусе оборудования.
Что делать, если визуальный осмотр не помог? Нужно заняться тестированием (прозваниванием) деталей оборудования. Воспользуйтесь омметром или мультиметром. Самые уязвимые части инверторных моделей – это транзисторы. Поэтому диагностику оборудования начните с их проверки. Также при помощи тестера нужно прозвонить оставшиеся части платы.
Проверьте все печатные проводники – возможно, вы найдёте обрывы или подгоревшие участки. Последние нужно удалить и напаять перемычки проводом ПЭЛ.
Выполните проверку контактов всех разъёмов, имеющихся в аппарате. В случае необходимости зачистите контакты. Используйте белую стиральную резинку.
Проверять диодные мосты удобнее после предварительного отпаивания от них проводов и удаления с платы. Несмотря на то, что они являются достаточно надёжными компонентами инвертора, иногда диодные мосты выходят из строя.
Ремонт сварочного инвертора предполагает также проверку сигналов, которые поступают на шины затворов блока ключей. Узнать, если ли этот сигнал или нет можно при помощи осциллографа. Более сложные и неопределённые случаи требуют вмешательства специалистов.
Как починить кедр arc 250 compact
Несмотря на высокий спрос на оборудование бренда, ремонт сварочных аппаратов Кедр проводится далеко не во всех сервисных центрах столицы. Компания «Welding Zone» гарантирует профессиональное и оперативное устранение неполадок в оборудовании любых моделей бренда. В работе используются оригинальные запчасти и комплектующие, сохраняется принципиальная схема устройств.
Заявки на покупку запасных частей для сварочного оборудования КЕДР принимаем на почту: info@welding-zone.ru
Стоимость ремонта КЕДР:
| Услуги | Цена | Срок |
|---|---|---|
| Диагностика | Бесплатно | 3–4 часа |
| Забор техники по Москве и в радиусе 30км от МКАД | Бесплатно | в день обращения |
| Ремонт силового блока | от 2100 руб. | 1–3 дня |
| Ремонт платы управления | от 1500 руб. | 1–3 дня |
| Ремонт трансформатора | от 5100 руб. | 1–3 дня |
| Ремонт механизма подачи проволоки | от 4500 руб. | 1–3 дня |
| Ремонт переключателя | от 950 руб. | 1–3 дня |
| Срочный ремонт сварочного аппарата | +7% к стоимости | 1–4 часа |
В сервисном центре «Зона-сварки.рф» вы можете получить ремонт техническое обслуживание:
Ремонт сварочных аппаратов Кедр
Ремонт сварочных полуавтоматов Кедр
«КЕДР» MIG-160, «КЕДР» MIG-160GDM «КЕДР» MIG-175GD, «КЕДР» MIG-200GW«КЕДР» MIG-250GN, «КЕДР» MIG-250GS «КЕДР» MIG-250GW, «КЕДР» MIG-300GD «КЕДР» MIG-359, «КЕДР» MIG-500F «КЕДР» MIG-500GF, «КЕДР» MULTIMIG-5000 «КЕДР» MULTIMIG-5000Р, «КЕДР» MIG-350GF
Ремонт аргонодуговой сварки Кедр
«КЕДР» TIG-169 DC «КЕДР» TIG-180DSP DC«КЕДР» TIG-200DSP DC «КЕДР» TIG-209 DC «КЕДР» TIG-209P DC «КЕДР» TIG-200P AC/DC «КЕДР» TIG-259P AC/DC «КЕДР» TIG-315bP, AC/DC «КЕДР» MULTITIG-5000
Ремонт аппаратов плазменной резки Кедр
Примеры выполненных работ Fubag:
Компания Welding Zone поможет вам предотвратить длительные простои техники. В комплекс наших услуг входит гарантийный и негарантийный ремонт, а также обслуживание сварочного оборудования по регламенту производителя.
Диагностика неисправностей выполняется бесплатно. После завершения работ оборудование проходит обязательную тестовую проверку, на все виды услуг предоставляется гарантия 12 месяцев.
Если вам нужен ремонт КЕДР в Москве, вызывайте мастера по телефону: +7 (495) 215-17-22 или привозите технику в наш сервисный центр.
Как заказать ремонт Кедр?
Позвоните нашему менеджеру и объясните, какие именно неполадки замечены в оборудовании. Наш сотрудник, опираясь на полученную информацию, сможет предварительно оценить масштаб ремонта и подсчитать примерную стоимость работ. Также по телефону вы можете договориться о машине для перевозки техники в наш сервис. Мы забираем оборудование собственным транспортом из любого населенного пункта Московской области.
После получения техники в течение нескольких часов (обычно, не более 4) мы проведем ее диагностику и сообщим окончательный результат. После того, как мы закончим ремонт Кедр, мы выполним тестирование устройства и дадим вам гарантию 12 месяцев.
Сварочное оборудование "КЕДР" (ремонт, сервис, эксплуатация)

- Гость
- Cообщений: 4
- Город: Алтайский кр
Кедр arc250gs. Спасибо сервисному центру за быструю и качественную рабату. Особое спасибо Dmitry N за уверенность, что помогут. История. С проблемной работой Кедр arc250gs обратился с письмом к производителям, ответа не получил. Особой надежды не питал, самостоятельно стал искать решение. Попал сюда, и помогли, сделали всё бесплатно по гарантии (к тому времени она практически закончилась 2 года), только блоки отправил почтой. Сварочник стал другим, “отзывается” на управление предсказуемо. Не жалею о покупке, хороший аппарат. Всем удачи.
#102 pavel83

- Участник
- Cообщений: 2255
- Город: Деревня
#103 elemashine
- Гость
- Cообщений: 3
Прошу при наличии возможностей ответить либо туда, либо сюда. Спасибо. Аппарат работал довольно долгое время до меня в ужасных условиях без ТО и продувок. Пылью из него можно было пару стен оштукатурить. Все остальное кроме выходного блока на первый взгляд без пробоев
#104 Javert

- Участник
- Cообщений: 119
- Город: Москва
А кто нибудь может рассказать, что это за «Кедр» такой забавный:
Кедр.jpg 40.26К 2 скачиваний
Вроде все «Кедры» желтые, на сайте производителя такой модели нет. При этом, цена очень заманчивая (22700 рублей) при богатой комплектации и развесистыми ТТХ:
Гарантия
1 год
Диаметр сварочной проволоки (мм) 0,6-0,1 мм Диапазон сварочного тока (А) 50-200 Класс защиты IP 21S Комплектация Кабель с клеммой заземления — 1 шт. Газовый рукав — 1 шт. Регулятор СО2 с подогревом — 1 ш КПД, % 85 Масса (кг.) 25 кг Мощность, max (кВт) 6,9 Напряжение (В) 220 Напряжение холостого хода (В) 50 ПВ, % 60 Производитель Россия
Ремонт КЕДР MMA 220 F — замена TOP224Y

Ремонт сварочного инвертора КЕДР MMA 220 F. Инвертор не включался. После вскрытия и визуального осмотра было обнаружено выгорание некоторых деталек на плате QH-11-A2 — блок питания этого инвертора.


Сгорел шим-контроллер TOP224Y и резистор х.з. какого номинала.

Схемки, тогда, под рукой не было. Точнее говоря была похожая схемка от сварочного инвертора PIT, но в ней питатель слегка по другому сделан.
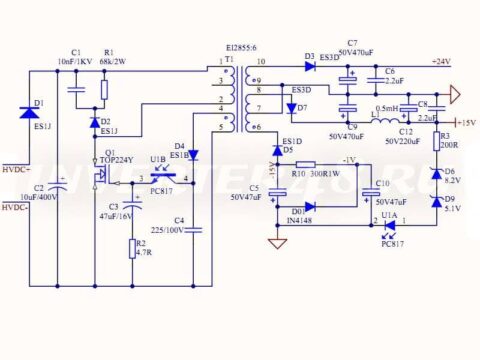
ШИМ тот же TOP224Y но на корпус он напрямую идёт, а здесь выход мосфета на корпус через резистор организован, опять же х.з. какого номинала. Ни в живую ни по фотке этого определить так и не удалось.
Ориентируясь на другие схемы воткнул 2 ома.
Хотя, уже потом «знающие люди» утверждали, что должен стоять резистор на 2.2 ома. Но судя по оставшимся полоскам на резисторе не понятно как там эти 2.2 ома образуются? Больше похоже на ноль целых и сколько-то там десятых.

Впрочем не так это важно, главное инвертор запустился и работал без проблем.
Пока ремонтировал снял режим работы платы управления и микросхемок на ней. Может и пригодится когда. В плате управления QK-06-A2 используются микросхемы SG3525AP, LM2902, CA3140AMZ.

Режим работы платы управления QK-06-A2 сварочного инвертора КЕДР MMA 220 F, и режим работы микросхем SG3525AP, LM2902, CA3140AMZ.
Основные неисправности сварочных инверторов и методы их устранения
 Оборудование
Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Как починить кедр arc 250 compact
Основные неисправности сварочных инверторов и методы их устранения
Оборудование
Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.
Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.
Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.
Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Заключение
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт и диагностика неисправностей сварочного аппарата
Диагностика поломок инверторных сварочных аппаратов. Профессиональные советы по ремонту и устранению неисправностей.

Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
Отключите аппарат от сети
Выкрутите винты боковой крышки
Осмотрите платы, конденсаторы, транзисторы, клеммы
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
Обезжирьте место соединения канифолью
Вставьте новый элемент в отверстия печатной платы
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
Подбирайте правильные режимы сварки
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
При пониженном напряжении используйте аппараты, рассчитанные на просадку
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Сварочное оборудование "КЕДР" (ремонт, сервис, эксплуатация)
- Гость
- Cообщений: 4
- Город: Алтайский кр
Кедр arc250gs. Спасибо сервисному центру за быструю и качественную рабату. Особое спасибо Dmitry N за уверенность, что помогут. История. С проблемной работой Кедр arc250gs обратился с письмом к производителям, ответа не получил. Особой надежды не питал, самостоятельно стал искать решение. Попал сюда, и помогли, сделали всё бесплатно по гарантии (к тому времени она практически закончилась 2 года), только блоки отправил почтой. Сварочник стал другим, “отзывается” на управление предсказуемо. Не жалею о покупке, хороший аппарат. Всем удачи.
#102 pavel83
- Участник
- Cообщений: 2255
- Город: Деревня
#103 elemashine
- Гость
- Cообщений: 3
Прошу при наличии возможностей ответить либо туда, либо сюда. Спасибо. Аппарат работал довольно долгое время до меня в ужасных условиях без ТО и продувок. Пылью из него можно было пару стен оштукатурить. Все остальное кроме выходного блока на первый взгляд без пробоев
#104 Javert
- Участник
- Cообщений: 119
- Город: Москва
А кто нибудь может рассказать, что это за «Кедр» такой забавный:
Кедр.jpg 40.26К 2 скачиваний
Вроде все «Кедры» желтые, на сайте производителя такой модели нет. При этом, цена очень заманчивая (22700 рублей) при богатой комплектации и развесистыми ТТХ:
Гарантия
1 год
Диаметр сварочной проволоки (мм) 0,6-0,1 мм Диапазон сварочного тока (А) 50-200 Класс защиты IP 21S Комплектация Кабель с клеммой заземления — 1 шт. Газовый рукав — 1 шт. Регулятор СО2 с подогревом — 1 ш КПД, % 85 Масса (кг.) 25 кг Мощность, max (кВт) 6,9 Напряжение (В) 220 Напряжение холостого хода (В) 50 ПВ, % 60 Производитель Россия
Ремонт сварочных инверторов. Часть вторая.

batko С ЛАТРом, но напряжение под нагрузкой с 220 понизилось всего до 205в. Я думаю это не критично! Отдам я его наверное владельцу без ремонта. Схемы нет, а без нее ума не хватает докопаться до причины! А какова роль большого трансформатора на Ш-образном ферритовом сердечнике? Стоит большой выходной круглого сечения и такой-же дроссель. Стоит маленький в дежурке и маленький ТГР. А еще один большой для чего? Я раньше никогда полуавтоматами не занимался, поэтому не понимаю алгоритма их работы! Делал пару раз только связанное с протяжкой проволоки и все. А тут интересный такой дефект попался! Хотелось бы конечно докопаться до истины, но видать не дано!
- Просмотр профиля
- Личное сообщение
Большой Ш-образный это как раз основной, рядом вертикально, намотанный лентой это выходной дроссель
- Просмотр профиля
- Личное сообщение
joha Я о своем аппарате пишу. ЛУЧ ПРОФИ МИГ-ММА 270. Ссылки на фото выше выкладывал!
- Просмотр профиля
- Личное сообщение
vobr написал:
А какова роль большого трансформатора на Ш-образном
Это и есть основной дежурки.
- Просмотр профиля
- Личное сообщение
- Просмотр профиля
- Личное сообщение
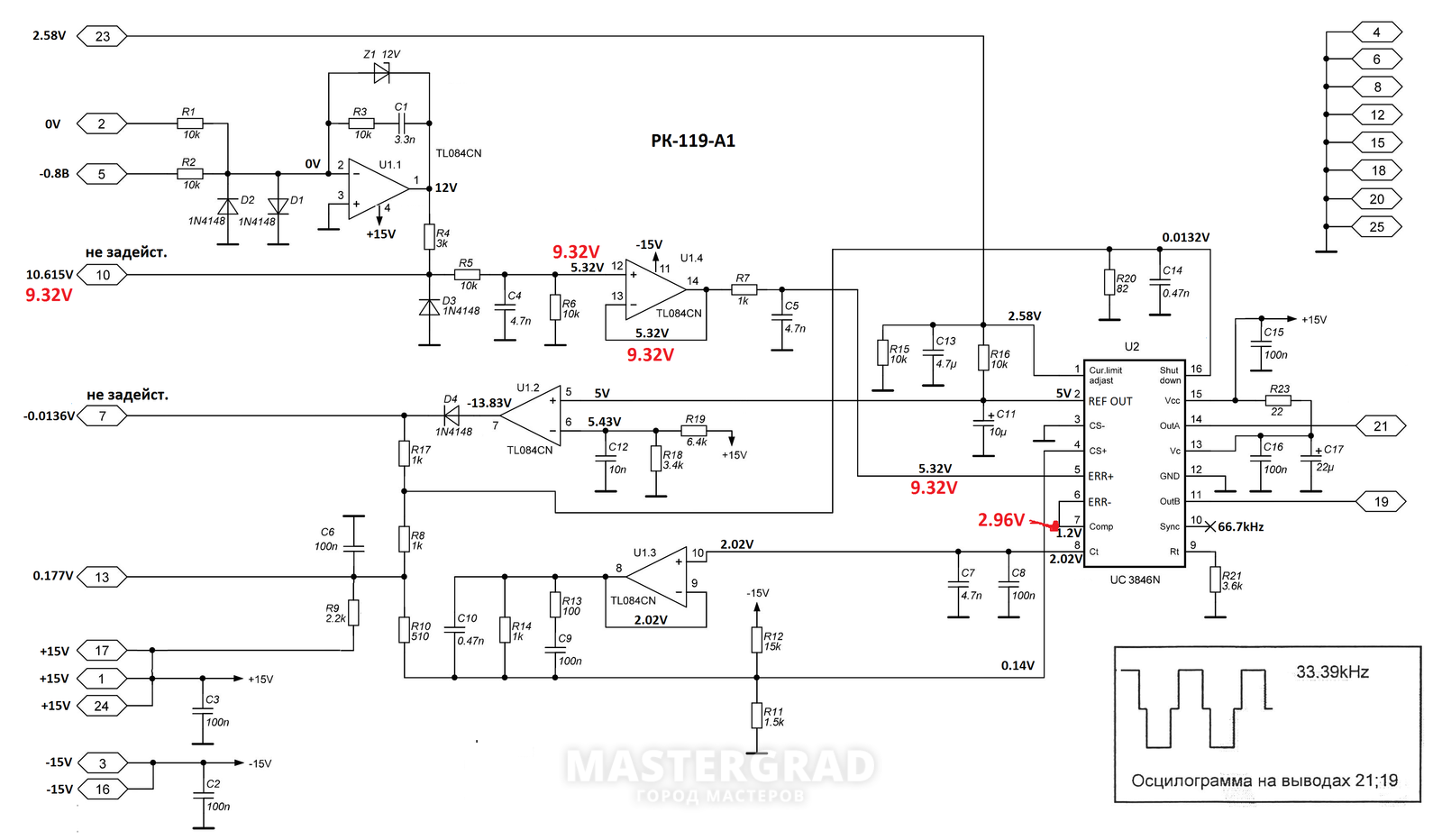
Всем привет! Уважаемые, подскажите кто в курсе, где можно узнать точные измерительные данные напряжений по ШИМ модулю РК-119-А1 . У меня на одном элементе ОУ TL084 U1.4 напряжения в два раза выше чем по схеме. Контакт 10 этого модуля у меня не задействован. Надеюсь на ответ.
- Просмотр профиля
- Личное сообщение
Здравствуйте Пришел на ремонт Энергомаш СА97ПА20 полуавтомат.С проблемой замеряю напряжение на выходе без нагрузки есть 41 вольт .Подключаю нагрузку секунда всплеск да 50 ампер и все.Шим прекращает генерацию.Мануал читал по ремонту.С платы управления показатели в норме кроме 3 выхода по напряжению должно быть 6 вольт а там 2 вольта И на16 ноге платы управления по схеме должно при включеной кнопке быть 1.9вольт а у меня 1.02.Я так понимаю что ШИМ уходит в защиту . Я честно уже все перепроверил по обратной связи и не только не могу найти причину может что пот скажете ..А то без нагрузки по осциллографу есть только напруга занижена на 3 ноге.Спасибо зарание.Вот фото





и осциллограммы с транзисторами



- Просмотр профиля
- Личное сообщение
Jack_spar , с какой проблемой вам принесли его?
- Просмотр профиля
- Личное сообщение
Принесли с проблемой не варит и импульсами извините за выражение срет импульсами .Подключил на балас при включении кнопкой происходит сплеск тока до 30-50 ампер и уходит в защиту .При этом светодиод не светится по защите.На 3 ноге платы управления импульс и все в защиту уходит.Напряжение на 3 ноге 2вольта а должно быть 6 .На 16 ноге платы управления 1.2 вольт а должно бить 1.9.
- Просмотр профиля
- Личное сообщение
Не как не могу осилить Elitech АИС 170. Не у кого нет схемы? Внутрянка вот такая. Может кто подскажет, где найти схему? Не могу запустить дежурку. Вокруг транса дежурки все залито герметиком. Не фига не выдать что куда идет.




- Просмотр профиля
- Личное сообщение
Jack_spar написал:
С платы управления показатели в норме кроме 3 выхода по напряжению должно быть 6 вольт а там 2 вольта
Там показатель один: либо ШИМ есть либо его нет.
- Просмотр профиля
- Личное сообщение
Jack_spar написал:
Подключил на балас при включении кнопкой происходит сплеск тока до 30-50 ампер и уходит в защиту
Баласт нужно цеплять когда нажата кнопка,иначе будет уходить в защиту.
- Просмотр профиля
- Личное сообщение
Разобрался с платой управления, запустил настроил ток, все отлично работает. Остаётся уложить провода, подключить сетевой кабель, силовой кнопку, ручки на крутили поставить, и залить лаком места пайки и сами детали, ну и ещё там по мелочи. У аппарата вторая жизнь, и второе название Уголёк tig 200p ac\dc))) Купил данный сварочник на олх за 90 долларов , плата управления почти 40, детали 55 , и того 185.












- Просмотр профиля
- Личное сообщение
Jack_spar написал:
Подключил на балас при включении кнопкой происходит сплеск тока до 30-50 ампер и уходит в защиту
Баласт нужно цеплять когда нажата кнопка,иначе будет уходить в защиту.
batko , Я так и делал сп .НО все равно происходит всплеск напряжения и тока и снова в защите .И еще подскажите что должно творится на трансформаторе ТТ.Вот что я заснял при нагрузке и без.


Да еще хотел спросить на банках должно быть 300 вольт у меня 280 я думаю не критично или как.
- Просмотр профиля
- Личное сообщение
Jack_spar , Снимите осциллограммы непосредственно с 3й ноги 3845, с нагрузкой и без.
- Просмотр профиля
- Личное сообщение


- Просмотр профиля
- Личное сообщение
Jack_spar , Видно что без нагрузки токи для срабатывания 3845 на пределе, а с нагрузкой полная жопа.
- Просмотр профиля
- Личное сообщение
batko , я так понимаю что у транса витковое замыкание .Если ошибаюся поправте .В силовом.
- Просмотр профиля
- Личное сообщение
Jack_spar написал:
batko , я так понимаю что у транса витковое замыкание .Если ошибаюся поправте .В силовом.
Jack_spar Снимите выходные диоды и будет понятно.
- Просмотр профиля
- Личное сообщение
Может кому будет интересно. Разобрался я с завышенным напряжением. В позиции резистора R5 вместо положенного сопротивления на 10кОм был запаян с завода номинал 10 Ом. Поставил 10кОм,- и вуаля, все напряжения как по схеме.
- Просмотр профиля
- Личное сообщение
batko , Снял выходные диоды .Вот что получилось.


- Просмотр профиля
- Личное сообщение
Jack_spar Похоже транс приказал долго жить. Слишком много на 3м выводе 3845.
Проверьте всю обвязку 3й ноги 3845 от ТТ.
- Просмотр профиля
- Личное сообщение
Привет всем! Ресанта 190. Напряжение на емкостях 290, на U2приходит 21 выходит 18.




1 фото первичка ТГР,4 вторичка.2-3 на нагрузочных сопротивлениях вместо ключей.
- Просмотр профиля
- Личное сообщение
Второе плечо вторички ТГР

- Просмотр профиля
- Личное сообщение
Димонxev , А что это за амплитуда такая мизерная?
- Просмотр профиля
- Личное сообщение
Вот поэтому и спрашиваю.аппарат явно насиловали,но транзисторы сгорели по одному в плече.Как ее исправить и какая она должно быть?
- Просмотр профиля
- Личное сообщение
Димонxev , Щюп случайно 1:10 не включён?
- Просмотр профиля
- Личное сообщение
batko , скорее всего
- Просмотр профиля
- Личное сообщение
Димонxev , Тогда в программе выставьте вход 1:10 и будут корректные данные.
- Просмотр профиля
- Личное сообщение






1.2 сопротивления. 3 первичка тгр. 4.5.6 вторичка
- Просмотр профиля
- Личное сообщение
Димонxev , Вроде всё в порядке.
Подать на входные клемы вольт 18 и посмотреть на изминение частоты.
- Просмотр профиля
- Личное сообщение
batko , входные клемы — это куда?
- Просмотр профиля
- Личное сообщение
Димонxev , Пардон-выходные клемы.
- Просмотр профиля
- Личное сообщение
Всем доброго дня. Не давно писал про Elitech АСИ 170. Сделал. Если кому интересно шим для дежурного питания подошел TOP245PN. Всем кто откликался, спасибо.
- Просмотр профиля
- Личное сообщение
Сварочник славмаш импульсы управления подаются через транс в итоге на выходе не меандр а синус и при включении транзюки разлетаются в вдребезги может кто подскажет
- Просмотр профиля
- Личное сообщение
Не достаточно данных для анализа
- Просмотр профиля
- Личное сообщение
Нужна Ваша помощь, Kaiser mig/mag 305, не регулируется подача проволоки, максимальная скорость подачи, регулятор рабочий, сгоревших деталей и обрыв в дорожках не обнаружил, регулятор выполнен на TL494c, и силовой транзисторIRFZ44N.
- Просмотр профиля
- Личное сообщение
agentt2008 ,
Почистите контакт кнопки в рукаве
- Просмотр профиля
- Личное сообщение
проверяю замыканием контактов
непосредственно на плате, без рукава
- Просмотр профиля
- Личное сообщение
Здравствуйте. Неделю мучаюсь с Циклоном Вуди 201.Купил за 4 тыс. Были сгоревшие транзисторы силовые и диоды hfa. Заменил их , стабилитроны в обвязке тоже. Включил , нагрузил баластником, не работал регулятор тока. Заменил lm358 микросхему , все заработало, проверил все отлично вроде, но не понравилось, что грелись резисторы в снаберах очень сильно и на выходе на холостом 70 вольт, вместо 80 вольт паспортных. Собрал в корпус , сжёг электрод 3 и электрод 4, все отлично, ток регулируется. Решил проверить режим полуавтомата, подарил секунд 30 и все аппарат потух. Вскрыл опять два транзистора силовых вылетели и один диод. И теперь пытаюсь понять из-за чего . Может из-за того что стояли транзисторы irg4pc50w, но у меня таких не было , и я впаял fgh40n60sfd


? Они стоят по три в плече, вобщей сложности 6 штук,рабочая частота с шима uc3844 66 кгц .