Вкладыши коленвала и их замена
Вкладыши устанавливаются между коренными шейками коленвала и постелью в блоке цилиндров, а также между шатунными шейками и внутренней поверхностью нижних головок шатунов. По сути это подшипники скольжения, позволяющие снизить трение при вращении вала и предотвратить его заклинивание. Подшипники качения здесь неприменимы, они попросту не смогут долго выдерживать такие условия эксплуатации.
Кроме уменьшения трения вкладыши позволяют правильно расположить и отцентровать детали. Еще одна важная их функция — распределение смазки с образованием масляной пленки на поверхности взаимодействующих деталей.
Конструкция
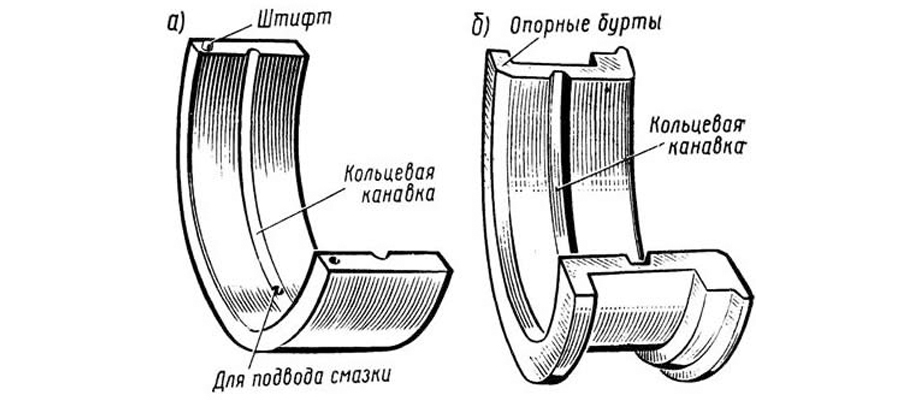
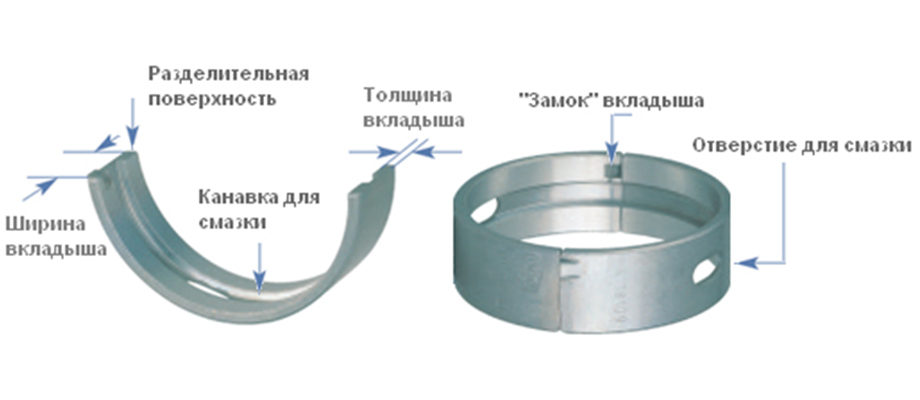
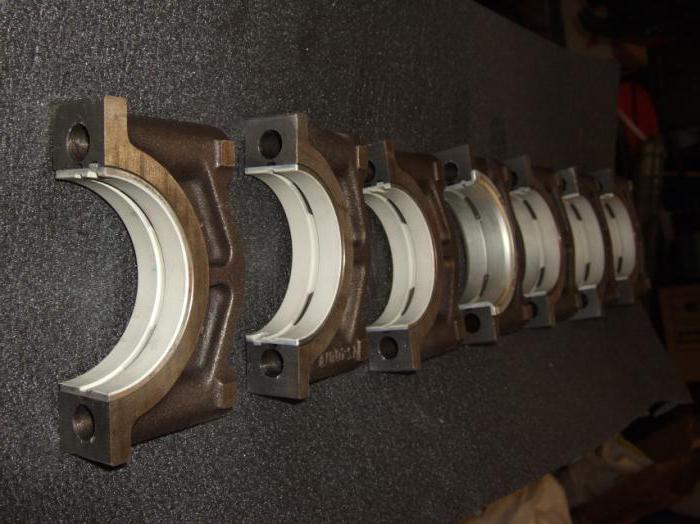
Вкладыш коленвала представляет собой составную деталь из двух плоских металлических полуколец. В паре они полностью охватывают шейку коленвала. На одном из торцов полукольца имеется замок, с его помощью вкладыш фиксируется в посадочном месте. В упорных подшипниках делаются буртики — боковые стенки, которые также позволяют фиксировать деталь и не дают валу смещаться по оси.
В полукольцах имеется одно или два отверстия, через них осуществляется снабжение смазкой. На вкладышах, которые находятся со стороны масляного канала, делается продольная бороздка, по ней смазка поступает к отверстию.
 Подшипник имеет многослойную структуру, в его основе — пластина из стали. С внутренней (рабочей) стороны на нее нанесено антифрикционное покрытие, обычно состоящее из нескольких слоев. Можно выделить два конструктивных подвида вкладышей — биметаллические и триметаллические.
Подшипник имеет многослойную структуру, в его основе — пластина из стали. С внутренней (рабочей) стороны на нее нанесено антифрикционное покрытие, обычно состоящее из нескольких слоев. Можно выделить два конструктивных подвида вкладышей — биметаллические и триметаллические.
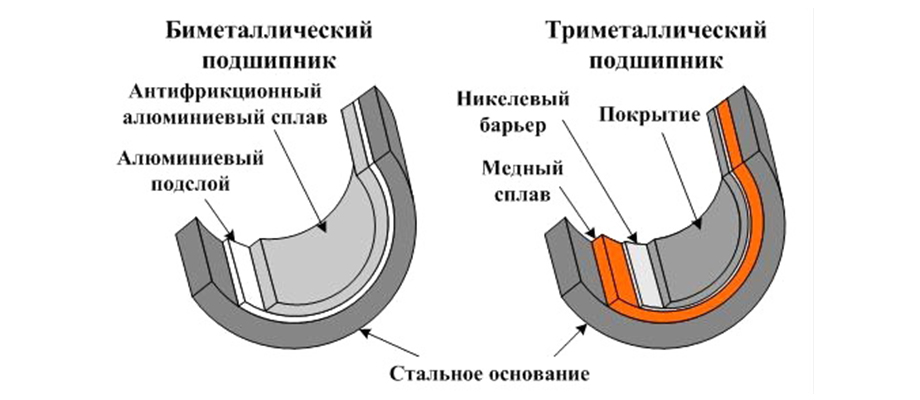
У биметаллических на стальную основу толщиной от 1 до 4 мм нанесено антифрикционное покрытие 0,25. 0,4 мм. В его составе обычно мягкие металлы — медь, олово, свинец, алюминий в разных пропорциях. Также возможны добавки цинка, никеля, кремния и иных веществ. Между основой и антифрикционным слоем часто имеется алюминиевый или медный подслой.
У триметаллического подшипника есть еще один тонкий слой из свинца с добавлением олова или меди. Он препятствует коррозии и снижает изнашивание антифрикционного слоя.
Для дополнительной защиты в процессе транспортировки и приработки на полукольца с обеих сторон может наноситься напыление из олова.
Структура вкладышей коленвала не регламентирована какими-либо стандартами и может отличаться у разных производителей.
Почему вкладыши выходят из строя
Вкладыши — детали прецизионного типа, обеспечивающие зазоры в определенных пределах во время вращения коленвала. В зазор под давлением подается смазка, которая из-за эксцентричного смещения вала образует так называемый масляный клин. Фактически в нормальных условиях коленвал не касается подшипника, а вращается на масляном клине.
Снижение давления масла или недостаточная его вязкость, перегрев, отклонение размеров деталей от номинальных, перекосы осей, попадание инородных частиц и иные причины вызывают нарушение жидкостного трения. Тогда в некоторых местах шейки вала и вкладыши начинают соприкасаться. Возрастает трение, нагрев и износ деталей. Со временем процесс приводит к выходу подшипников из строя.
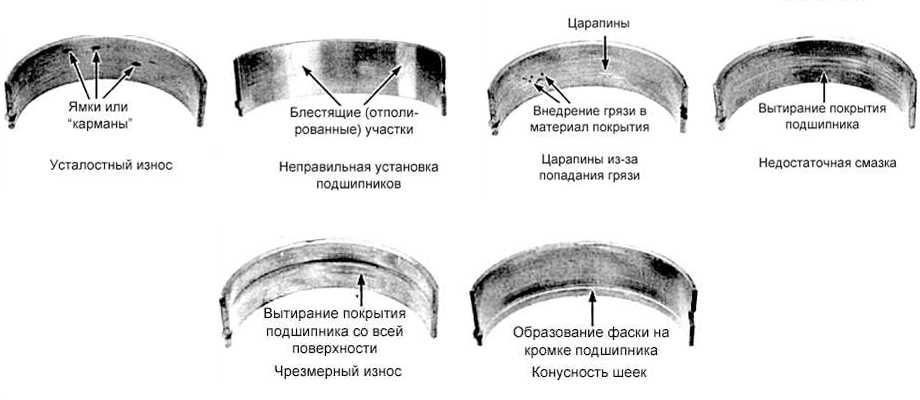
После разборки и извлечения вкладышей о причинах износа можно судить по их внешнему виду.
Изношенные или поврежденные вкладыши не подлежат ремонту и просто заменяются новыми.
Симптомы изношенности подшипников коленвала
О возможных проблемах с вкладышами сообщит глухой металлический стук. Он становится громче по мере прогрева мотора или возрастания нагрузки.
Если стучит с частотой вращения коленвала, значит, серьезно изношены коренные шейки или подшипники.
Если же стук происходит с частотой в два раза меньшей, чем обороты коленвала, значит, нужно смотреть шатунные шейки и их вкладыши. Проблемную шейку можно определить точнее, отключив форсунку или свечу зажигания одного из цилиндров. Если стук пропадет или станет тише, значит, следует проверить соответствующий шатун.
Косвенно о проблемах с шейками и вкладышами свидетельствует падение давления в системе смазки. В особенности, если это наблюдается на холостых оборотах после прогрева агрегата.
Разновидности вкладышей и ремонтные размеры
Подшипники бывают коренные и шатунные. Первые размещаются в посадочных местах в корпусе БЦ, они охватывают коренные шейки и способствуют плавному вращению непосредственно самого вала. Вторые вставляются в нижнюю головку шатуна и вместе с ней охватывают шатунную шейку коленвала.
Изнашиванию подвержены не только вкладыши, но и шейки вала, поэтому замена изношенного подшипника вкладышем стандартного размера может привести к тому, что зазор окажется чересчур велик.
Для компенсации износа шеек может потребоваться устанавливать подшипники ремонтных размеров с увеличенной толщиной. Как правило, вкладыши каждого последующего ремонтного размера на четверть миллиметра толще предыдущего. Подшипники первого ремонтного размера толще стандартного на 0,25 мм, второго — на 0,5 мм и так далее. Хотя в некоторых случаях шаг ремонтных размеров может быть иным.
Измерения
Чтобы определить степень изношенности шеек коленвала, нужно не только измерить их диаметр, но и проверить на овальность и конусность.
Для каждой шейки с помощью микрометра производятся замеры в двух перпендикулярных плоскостях A и B в трех сечениях — сечения 1 и 3 отстоят от щек на четверть длины шейки, сечение 2 находится посредине.
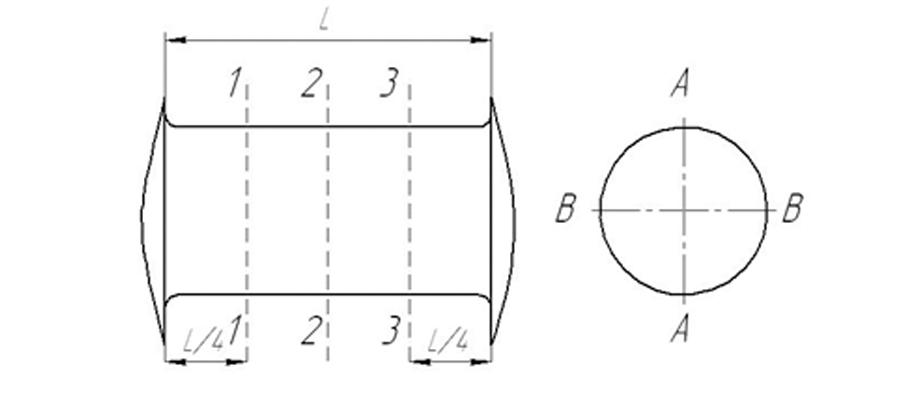
Максимальная разность диаметров, измеренных в разных сечениях, но в одной плоскости, даст показатель конусности.
Разность диаметров в перпендикулярных плоскостях, измеренных в одном и том же сечении, даст величину овальности. Для более точного определения степени овального износа измерения лучше произвести в трех плоскостях через каждые 120 градусов.
Зазоры
Величина зазора — это разность между внутренним диаметром вкладыша и диаметром шейки, делённая на 2.
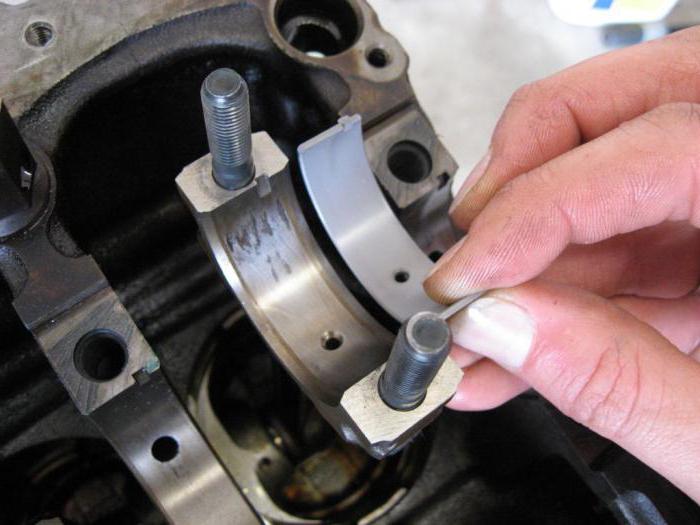
Определение внутреннего диаметра вкладыша, особенно коренного, бывает затруднено. Поэтому для измерения удобно воспользоваться калиброванной пластиковой проволокой Plastigauge (Пластигейдж). Процедура замера следующая.
- Очистите шейки от смазки.
- Поместите кусок калиброванного стержня поперек измеряемой поверхности.
- Поставьте крышку подшипника, зажав крепеж с номинальным усилием при помощи динамометрического ключа.
- Не проворачивайте коленвал.
- Теперь открутите крепление и снимите крышку.
- Приложите калибровочный шаблон к расплющенному пластику и по его ширине определите зазор.

Если его величина не вписывается в допустимые пределы, шейки необходимо отшлифовать под ремонтный размер.
Шейки часто изнашиваются неравномерно, поэтому все измерения необходимо сделать для каждой из них и отшлифовать их, приведя к одному ремонтному размеру. Лишь после этого можно подбирать и устанавливать вкладыши.
Выбор и замена
Подбирая вкладыши для замены, нужно обязательно учитывать модельный ряд двигателей, а иногда даже конкретную модель мотора. В подавляющем большинстве случаев подшипники от других агрегатов окажутся несовместимы.
Номинальные и ремонтные размеры, величины зазоров, возможные допуски, моменты затяжек болтов и другие параметры, связанные с коленвалом, можно найти в ремонтном мануале вашего автомобиля. Подбор и установку вкладышей следует производить в строгом соответствии с мануалом и метками, выбитыми на коленвале и корпусе БЦ.
Правильная процедура замены подшипников предполагает полный демонтаж коленвала. А значит, придется снимать мотор. Если у вас есть соответствующие условия, необходимый набор инструментов, опыт и желание, то можете приступать. В противном случае вам дорога в автосервис.
Перед тем как снимать крышки вкладышей, следует их пронумеровать и пометить, чтобы при монтаже установить на прежние места и в прежнем положении. Это касается и вкладышей, если они в исправном состоянии и предполагается их дальнейшее использование.
Снятый вал, вкладыши и сопряженные детали тщательно очищаются. Проверяется их состояние, особое внимание при этом следует уделить проверке чистоты масляных каналов. Если вкладыши имеют дефекты — задиры, отслоения, следы плавления или прикипания — то их необходимо заменить.
Далее производятся требуемые замеры. В зависимости от полученных результатов шлифуются шейки.
Если вкладыши нужного размера имеются в наличии, то можно приступать к монтажу коленвала.
Сборка
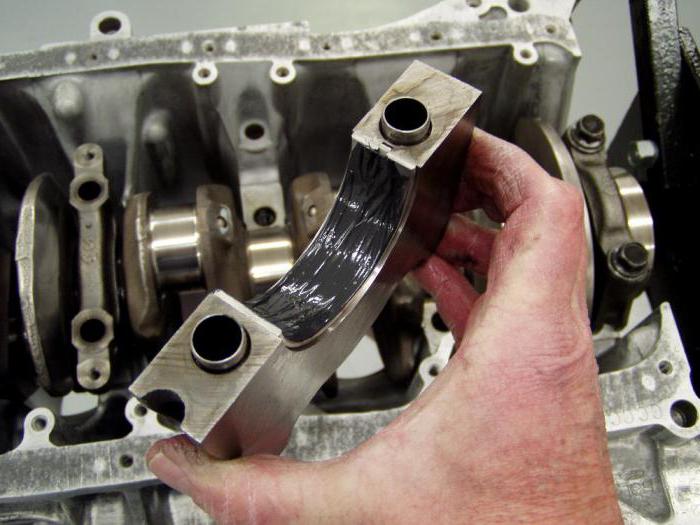
У коренных вкладышей, предназначенных для размещения в постели БЦ, есть канавка для смазки, а те полукольца, что вставляются в крышки, проточки не имеют. Менять их местами нельзя.
Перед установкой всех вкладышей их рабочие поверхности, а также шейки коленвала необходимо смазывать маслом.
Упорные полукольца и подшипники устанавливаются в постели блока цилиндров, а на них укладывается коленвал.
Ставятся на место крышки коренных вкладышей в соответствии с маркировкой и сделанными во время демонтажа метками. Болты затягиваются с нужным моментом в 2—3 прохода. Сначала производится затяжка крышки центрального подшипника, далее по схеме: 2-й, 4-й, передний и задний вкладыш.
Когда все крышки затянуты, проверните коленвал и убедитесь в том, что вращение происходит легко и без заеданий.
Смонтируйте шатуны. Каждую крышку нужно обязательно ставить на свой шатун, так как их заводская расточка производится совместно. Замки вкладышей должны располагаться на одной стороне. Затяните болты с требуемым моментом.
О замене вкладышей без снятия коленвала
В интернете можно найти немало рекомендаций по замене подшипников без необходимости весьма хлопотного процесса снятия коленчатого вала. Один из таких способов заключается в использовании болта или заклепки, который вставляется в масляное отверстие шейки. Головку болта при необходимости нужно сточить так, чтобы она не превышала по высоте толщину вкладыша и свободно проходила в зазор. При проворачивании коленвала головка упрется в торец полукольца подшипника и вытолкнет его наружу. Затем подобным образом на место извлеченного ставится новый вкладыш.
Действительно, такой способ работает, и риск повредить что-либо невелик, нужно лишь добраться до коленвала из смотровой ямы. Однако он может иметь непредсказуемые последствия, поэтому применять его вы будете на свой страх и риск.
Проблема подобных народных методов заключается в том, что они не предусматривают детальной дефектовки и замеров коленвала и абсолютно исключают шлифовку и подгонку шеек. Всё делается на глаз. В итоге проблема может оказаться замаскированной, но через какое-то время проявиться вновь. Это в лучшем случае.
Менять вышедшие из строя вкладыши без учета износа шеек коленвала крайне нежелательно. В процессе эксплуатации шейка может, к примеру, приобрести форму овала. И тогда простая замена вкладыша почти гарантированно приведет в скором времени к его проворачиванию. В результате как минимум появятся задиры на коленвале и его придется шлифовать, а как максимум потребуется серьезный ремонт двигателя. Если провернет шатунный вкладыш, может выйти из строя шатун.
Неправильный зазор тоже вызовет серьезные негативные последствия. Люфт чреват стуком, вибрацией и еще большим износом. Если же зазор, напротив, меньше допустимого, тогда возрастает риск заклинивания.
Хотя и в меньшей степени, но постепенно изнашиваются и другие сопряженные детали — головки шатунов, постель коленвала. Об этом также не следует забывать.
Вкладыши коленвала: назначение, виды, особенности проверки и замены
Двигатель представляет собой сложный многокомпонентный механизм, каждая деталь которого обеспечивает правильную и сбалансированную работу всей системы. При этом одни играют большую роль, а другие не обладают таким значением. Коленчатый вал, так же как и все элементы, имеющие отношение к нему, является самой значимой частью двигателя. Он обеспечивает вращение колес путем передачи энергии сгорающего бензина. Вкладыши коленвала – это детали небольшого размера в форме полуколец, изготовленные из металла средней жесткости и покрытые специальным антифрикционным составом. В процессе длительной эксплуатации автомобиля они подвержены сильному износу, из-за чего возникает необходимость в приобретении и установке новых деталей.

Описание
Вкладыши коленвала выступают в качестве подшипников скольжения для обеспечения вращения коленвала. Этот процесс происходит в результате сгорания топлива в камерах цилиндров. Активное трение деталей, вызванное усиленными нагрузками и высоким скоростным режимом, способно вывести мотор из строя. Для предотвращения подобной ситуации и уменьшения степени трения, все составные элементы, обладающие наибольшим значением, покрываются тончайшим микронным слоем масла. Данная функция возлагается на смазочную систему мотора, при этом пленка на имеющихся деталях образуется только при условии высокого масляного давления. Слоем смазочного вещества также покрыты поверхности соприкосновения вкладышей и шейки коленчатого вала. Таким образом существенно снижается образуемая сила трения.

Виды и размеры
Вкладыши коленвала ВАЗ выступают в качестве защитных элементов, предотвращающих преждевременный износ сопряженных деталей. В зависимости от своего месторасположения, они делятся на две разновидности: коренные и шатунные. Последние, как было указано ранее, располагаются на шейках вала, коренные находятся на коленвале в месте его прохождения через ДВС и обладают сходным предназначением. Разные типы силовых аппаратов требуют использования соответствующих элементов, в первую очередь должен подбираться внутренний диаметральный размер.
Ремонтные детали как различаются между собой, так и имеют существенные отличия по сравнению с новыми элементами, которыми оснащаются на заводах новые авто. Параметры различаются как минимум на четверть миллиметра, через аналогичный шаг идут все последующие варианты.
Назначение
Коленчатый вал постоянно подвергается высоким физическим и температурным нагрузкам в процессе работы, вкладыши шатунные удерживают его на оси, при этом функционирование кривошипно-шатунного отдела поддерживается лишь элементами, указанными выше. Механизм действия шеек представлен внутренними обоймами, как следствие, вкладыши коленвала представляют собой наружные. Подача смазки на них происходит через специальную маслопроводную сеть, в которой жидкость движется под большим давлением. Так формируется столь необходимая для коленчатого вала тончайшая пленка.
Причины поломки
Конструктивные повреждения и износ в процессе эксплуатации – это самые распространенные причины для замены деталей. Несмотря на регулярное поступление смазки и аккуратную эксплуатацию мотора, данный процесс неизбежен. С течением времени утончается поверхность шеек, свободное пространство между ними становится больше, из-за этого коленвал приобретает свободный ход, снижается давление масла и, как следствие, его подача. Все это вызывает преждевременный выход из строя всей системы двигателя.
Прокручивание является второй причиной для проведения ремонтных работ. Многим доводилось слышать об этом или заниматься решением данной проблемы самостоятельно, но не все автовладельцы знают, из-за чего возникает такая ситуация. Вкладыши шатунные имеют тонкие пластины, которые ложатся в специальную постель. При этом небольшие выступы размещены по всей внешней поверхности полуколец, они должны соприкасаться с фронтальной частью блока, как это и происходит в новых моторах. Некоторые условия снижают сопротивляемость усиков по отношению к вкладышу, он прилипает к шейке коленвала и проворачивается. В такой ситуации работа двигателя прекращается. Стоит отметить наиболее частые причины ее развития:
- функционирование мотора сопряжено с постоянным превышением установленных нагрузок;
- смазка имеет слишком жидкую структуру;
- крышки подшипников стоят с низким натягом;
- отсутствие масла, его излишняя вязкость или же присутствие в составе абразивных соединений.
Предварительные работы
В случае если становится ясно, что без ремонта силового устройства не обойтись, нужно выявить степень износа всех элементов и определить необходимые размеры вкладышей коленвала. Большинство автолюбителей решают задачу подбора габаритов путем визуального осмотра, для большей точности можно воспользоваться микрометром. Также стоит обратить внимание на возможность проведения расточки. При обнаружении прокручивания элементов, их необходимо сразу же заменить на новые. До начала ремонта это можно определить по работе двигателя, в частности он может часто глохнуть, или по специфическим звукам коленчатого вала. При заклинивании шеек дальнейшее движение становится невозможным.
Независимо от имеющейся ситуации, все детали механизмов должны быть тщательно осмотрены. На шейках могут присутствовать повреждения волнообразного вида, которые легко ощутить руками, в этом случае необходимо провести расточку и поставить ремонтные детали, размеры которых соответствуют установочному месту. Из-за большого количества повреждений может потребоваться более интенсивная расточка, и как следствие, потребуются детали размером, совершенно отличающимся от прежних. Поэтому шатунный вкладыш коленвала приобретается после осуществления всех процедур, так можно избежать необходимости возврата элемента в магазин.
Алгоритм действий по установке
Наиболее распространенным методом решения проблемы среди многих людей является обращение в автосервис. Но замена вкладышей коленвала под силу любому человеку, имеющему хоть малейший опыт в проведении ремонта и обладающему определенным набором инструментов. Для упрощения задачи стоит придерживаться определенного порядка действий.
Для начала необходимо проверить зазор, располагающийся между вкладышем и коленвалом. Проверка производится при помощи калиброванной пластиковой проволоки, которую можно найти на необходимой шейке. Затем монтируется крышка вместе с вкладышем, они затягиваются с определенным усилием, соответствующим значению 51 Нм. Стоит воспользоваться динамометрическим ключом для измерения. После удаления крышки величина зазора будет аналогична степени сдавливания проволоки. При помощи номинального зазора нужно провести оценку получившегося параметра, значение которого для каждой отдельной марки различно. В случае если становится ясно, что зазор превышает номинальное значение, то есть степень сдавливания, то не обойтись без монтажа ремонтных деталей.

Расточка
Все шатуны снимаются после последовательной проверки зазоров, также демонтируется и шлифуется коленчатый вал. Проведение расточки возможно только на специальном оборудовании – центростремителе, которое нечасто можно встретить у обычных автовладельцев. Поэтому здесь потребуется обращение к специалистам. После шлифовки производится подбор вкладышей коленвала соответствующего размера. Здесь не обойтись без такого инструмента, как микрометр, и примерки выбранных элементов. Далее все детали коленчатого вала устанавливаются в обратном порядке и завинчиваются крышки на коренных подшипниках.
Стоит отметить некоторые особенности обратного монтажа шатунов и вкладышей. Последние предварительно смазываются маслом, также должны быть закручены крышки. По сравнению с проводимыми подготовительными работами, на монтаж уходит намного меньше времени. При этом не стоит забывать про эксплуатацию коленчатого вала, которая характеризуется высокими нагрузками, а также про его высокую стоимость. Необходимо сделать все возможное для увеличения периода функционирования. Основную роль здесь играет шлифовка, проведенная в подходящее время. Такая процедура обеспечивает гладкость шеек и подготавливает их к дальнейшей эксплуатации.
Что нужно знать
Несмотря на сложность и многокомпонентность такой части автомобиля, как мотор, многие люди с легкостью разбирают его для проведения работ. Но при установке вкладышей стоит проявить особую внимательность, так как чрезмерное натяжение или, наоборот, недостаточное усилие может вызвать вторичное проворачивание элементов. При отсутствии уверенности в своих силах и знаниях, стоит обратиться к квалифицированным специалистам.
Как выбрать
Независимо от причины, вызвавшей ремонт мотора и замену вкладышей, расточка коленчатого вала является обязательным пунктом. Установка новых деталей возможна только на отшлифованный либо новый механизм. При наличии повреждений и рытвин только на одной шейке, обрабатываются все элементы для достижения единого общего размера. Стандартные детали устанавливаются в процессе конвейерной сборки двигателя. К примеру, ремонтные вкладыши коленвала для автомобилей ВАЗ реализуются в четырех вариантах. То есть расточка может производиться максимум четыре раза. Моторы для таких машин, как «Москвич» и ГАЗ, имеют дополнительную пятую и шестую шлифовки до 1,5 и 1,2 мм соответственно. Оптимальным вариантом станет подбор необходимых размеров тем человеком, который занимался шлифовкой. Расточка может привести к необходимости подбора элементов, размер которых существенно превысит прежний. Это зависит от глубины рытвин на шейках и их количества. Вкладыши представлены в продаже в виде комплектов для обоих видов шеек.

Особенности работ
Замена вкладышей коленвала требует соблюдения следующих правил:
- на шатунных шейках располагаются специальные грязеуловители, они должны быть очищены в ходе проведения работ;
- выступы, находящиеся на стыках и обеспечивающие фиксацию вкладышей, должны беспрепятственно входить в пазы (усилия рук должно быть вполне достаточно);
- замена производится без подгоночных действий;
- работы с коренными деталями осуществляются на предварительно снятом моторе, в то время как при установке шатунных его снимать не обязательно;
- по завершении всех действий двигатель должен быть обкатан.
Альтернативная замена вкладышей коленвала
Не снимая двигатель, также можно заменить вкладыши коленвала, единственное, стоит учитывать некоторые сложности. Для обеспечения свободного доступа коленвал должен находиться ниже стандартного уровня как минимум на 1 см. Здесь не обойтись без снятия коробки либо ее частичного откручивания и перемещения в противоположную сторону от мотора. Также должны быть сняты все ремни. Для установки последнего вкладыша зачастую приходится опускать вал еще ниже.
Маркировка вкладышей
При необходимости подбора деталей стандартных параметров стоит отталкиваться от цветового кода, который можно обнаружить на элементах, подвергаемых замене. Если данные обозначения на них отсутствуют ввиду значительного износа, стоит поискать маркировку на шатунах, точнее на их нижних головках. Также нужно проверить соответствие отметок на самом валу, они определяют параметры устанавливаемых шеек.
«Мягкая сила» гоночных вкладышей
«Мягкая сила» … звучит парадоксально, не правда ли? Обычно мы воспринимаем нечто как сильное и мощное – если оно крепкое и грубое. Почему вкладыши двигателя, особенно высококачественные не могут просто быть сильными?
Разве быть «твердыми» – это недостаточно для их продолжительной и надежной работы в условиях гонок?
Ответ на этот вопрос мог бы быть «да» – но только при одном условии: если они способны работать как идеальная часть подшипника с гидродинамической смазкой.
К сожалению, так не бывает в настоящем мире гоночных двигателей.
«Гидродинамический» вкладыш
Вкладыш шейки коленчатого вала – это важнейший элемент подшипника скольжения, работающего с гидродинамической смазкой. Таким образом, поверхность вкладыша отделена от поверхности шейки масляным «клином».
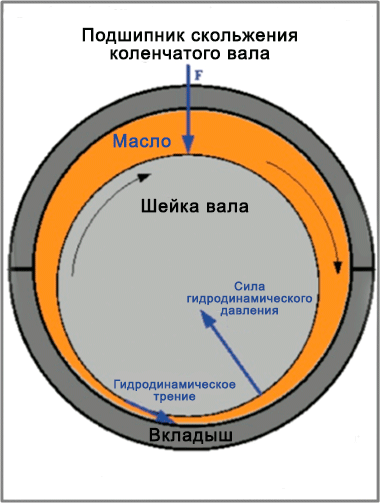
Вращающаяся шейка вала всегда смещается под нагрузкой, при этом образуется клиновидный зазор между поверхностями вкладыша и шейки, заполненный моторным маслом. Этот масляный «клин» незаменим для нормальной работы гидродинамического подшипника.
Вращение шейки вызывает нагнетание масла, по направлению вращения, при этом в клиновидном зазоре создается избыточное давление. Эта сила, созданная давлением масла, противодействует внешней силе F. Поэтому пленка масла, разделяющая поверхности вкладышей и шейки, остается стабильной, и детали подшипника не контактируют между собой.
Толщина масляной пленки зависит от величины силы F, скорости вращения вала, вязкости масла, величины масляного зазора и геометрических параметров вкладыша (диаметр и длина).
Предполагается, что идеальный гидродинамический подшипник является абсолютно жестким, его ось параллельна оси шейки вала, сама шейка имеет форму идеального цилиндра, поверхности вкладыша и шейки идеально гладкие, масло – чистое и его достаточно для гидродинамической смазки.
Вкладыши из реального мира
К сожалению, вкладыши из реального мира отличаются от идеальных вкладышей. В двигателях внутреннего сгорания нагрузка на вкладыши меняется циклически, из-за переменного давления газов в цилиндрах и инерционных сил, развивающихся за счет ускорения деталей.
Переменные нагрузки на детали могут вызвать поломку вкладыша в результате усталости материала. Пленка масла предотвращает локальную перегрузку, распределяя приложенные силы по относительно большой площади.
Однако, если давление, переданное через масляный клин вкладышу, больше, чем усталостная прочность материала, на поверхности вкладыша образуются и быстро развиваются усталостные трещины.
Силы, воздействующие на подшипники скольжения, деформируют их корпуса. Мощные двигатели обычно работают на высоких оборотах, почему значительно растут силы инерции, вызванные ускорением и замедлением деталей двигателя (например – поршня в сборе с шатуном). Инерция «растягивает» (деформирует) шатун и его отверстия по вертикальной оси.
Отверстия в блоке цилиндров также могут изменить свою форму в результате высоких нагрузок на коренные подшипники. При таких условиях масляный «клин» может поменять свою форму со «сходящейся» на «расходящуюся», что ставит под угрозу условия смазки подшипника и может привести к непосредственному контакту поверхностей шейки и вкладышей.
Кроме того, вкладыши не всегда параллельны шейке, а отверстия коренных подшипников в блоке цилиндров могут быть несоосными. Несоосность (отклонение от концентричности) и непараллельность осей также вызывают прямой контакт между вкладышами и шейками.
Если диаметр шейки меняется в осевом направлении, то шейка может быть: конусной, бочкообразной или как «песочные часы» (вогнутой). Вариации диаметра шейки в радиальном направлении приводят к овальности или волнам вдоль окружности шейки (вибрация при шлифовании).
Шейки вала также могут менять свою форму в результате изгиба вала, вызванного перегрузкой двигателя или крутильными колебаниями. Подобные изменения формы шейки также меняет масляный зазор, разрушая масляную пленку, разделяющую поверхности вкладыша и шейки.
Поверхности вкладышей и шейки не являются идеально гладкими. Прямой контакт деталей может быть вызван также шероховатостью поверхности шейки. Качество поверхности шейки особенно важно для гоночных подшипников, которые могут работать с малой толщиной масляной пленки.
Масло, работающее в двигателе, всегда содержит примеси и загрязнения. Твердые частицы, попавшие в масло, могут застрять между трущимися поверхностями, вызывая сухое трение и ускоряя износ материала вкладышей. Масло, вытекая из вкладыша, сливается в поддон, а утечка компенсируется маслом, подаваемым масляным насосом.
Если утечка через зазоры близка к производительности насоса или превышает ее, количество масла становится недостаточным для образования стабильного «масляного клина». В результате смазка подшипника скольжения становится полусухим или сухим, характеризующимся контактом металлов между поверхностями вкладыша и шейки. Подобные условия называются масляным голоданием.
Таким образом, подшипники в реальном двигателе работают в смешанном режиме смазки, характеризующемся периодическим контактом между поверхностями трения.
В отличие от идеального гидродинамического режима, вкладыши, работающие в режиме смешанной смазки, должны иметь определенную комбинацию свойств материала, в том числе связанные с мягкостью.
Свойства материалов вкладышей
В гоночных двигателях вкладыши работают в условиях высоких переменных нагрузок, высоких оборотов, периодического контакта деталей подшипников и при наличии загрязнений, попавших в масло.
Вот основные свойства материалов для вкладышей двигателя:
Нагрузочная способность (усталостная прочность) – максимальное значение циклических напряжений, которому вкладыш может противостоять, не образуя усталостных трещин после множественного числа циклов нагружения.
Износостойкость – способность материала вкладыша сохранять форму в условиях смешанной смазки и при наличии посторонних частиц, занесенных маслом.
Совместимость (устойчивость к заклиниванию) – способность материала вкладыша сопротивляться физическому соединению («свариванию») с шейкой коленвала, когда она контактирует с поверхностью вкладыша.
Способность к местной деформации – способность материала вкладыша приспосабливаться к несовершенствам геометрии шейки, корпуса или самого же вкладыша.
Способность к поглощению – свойство материала вкладыша задерживать мелкие посторонние частицы, занесенные с маслом.
Сопротивление коррозии – способность материала вкладыша противостоять химическому разрушению со стороны масла или веществ, которые могут загрязнить масло.
Сопротивление кавитации – способность материала вкладыша противостоять ударным напряжениям, вызванным схлопывающимися кавитационными пузырьками, которые образуются в результате резких локальных изменений давления в циркулирующем масле.
Усталостная прочность, износостойкость и сопротивление кавитации характеризуют прочность и твердость материала.
Совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению связаны с мягкостью материала. Вкладыши двигателя должны сочетать все эти противоречивые требования, в зависимости от условий работы. Это очень сложная задача, так как одни характеристики (прочность и жесткость) плохо сочетается с другими («мягкостью»).
Структуры материалов вкладыша
Нужные качества может быть достигнуты, если материал вкладыша имеет композитную структуру.
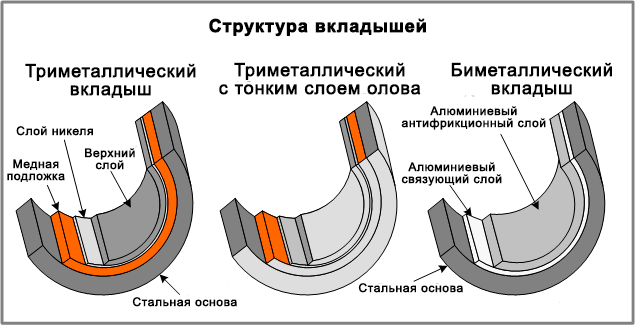
Вкладыши для подшипников скольжения двигателя обычно выполняют из стальной ленты, на которую нанесена относительно твердая основа (сплавы на основе меди или алюминия), в сочетании с твердой смазкой: либо тонкий верхний слой, либо мелких антифрикционных частиц, распределенных по всему материалу основы.
Вкладыши с тонким верхним антифрикционным слоем называются триметаллическими, а без верхнего слоя – биметаллическими.
Конструкция типичных триметаллических и биметаллических вкладышей показана на рисунке ниже.
Ниже показана микроструктура типичного триметаллического вкладыша.
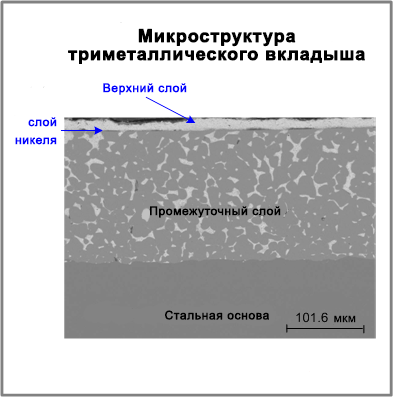
Верхний слой дает вкладышу требуемую «мягкость». Мягкие свинцовистые сплавы, обычно используемые как верхний антифрикционный слой в гоночных вкладышах, имеют великолепные совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению.
Прочность обеспечивается расположенным промежуточным слоем – из освинцованной бронзы. Свинец нужен, чтобы улучшить стойкость к заклиниванию.
Триметаллические вкладыши имеют ограничение по толщине верхнего слоя, которая всегда является результатом компромисса между требуемой нагрузочной способностью и антифрикционными свойствами вкладыша.
Если верхний слой частично стерся, это увеличивает опасность заклинивания между шейкой коленвала и вскрытой бронзой промежуточного слоя.
Биметаллические вкладыши не имеют верхнего слоя; поэтому они более терпимы к величине износа.
Следующий рисунок показывает типичную микроструктуру биметаллического вкладыша.
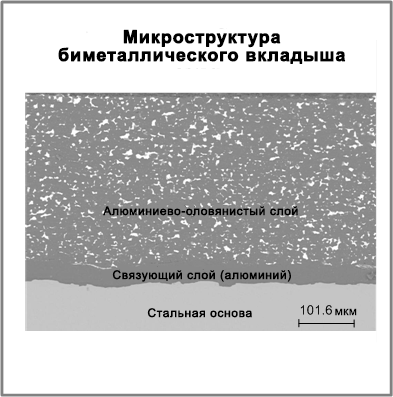
Слой алюминиевого сплава в биметаллическом вкладыше содержит микрочастицы олова, распределенные по всей алюминиевой матрице. Олово здесь служит твердой смазкой. Сами алюминиевые сплавы обычно мягче, чем бронза в триметаллических вкладышах. Поэтому они обеспечивают хорошее совместимость (устойчивость к заклиниванию), способность к местной деформации и способность к поглощению.
Толщина алюминиевого сплава в биметаллическом вкладыше составляет около 0,30 мм. В результате он может выдержать большую деформацию и несоосность, чем триметаллический гоночный вкладыш, толщина верхнего слоя которого всего лишь 0,013 мм.
pMax Black™: усиленный материал для триметаллического вкладыша
Триметаллические вкладыши с «мягким» свинцовым верхним слоем традиционно популярны в гоночных двигателях. Однако мощность подобных двигателей значительно увеличилась за последние годы. При этом также увеличились нагрузки на вкладыши.
Помимо большей нагрузки, появилась тенденция использовать моторные масла с пониженной вязкостью, чтобы уменьшить потери мощности на трение.
Таким образом, вкладыши в современном гоночном двигателе работают при более высоких нагрузках и уменьшенной минимальной толщине масляной пленки. Нагрузочная способность и износостойкость традиционных триметаллических материалов уже не отвечает современным требованиям.
Инженеры компании King Engine Bearings решили эту проблему с помощью усиленного триметаллического материала под названием pMax Black™.
Он был разработан специально для высокофорсированных гоночных двигателей. Эта технология делает возможным образование сверхтонкой «закаленной» пленки на поверхности верхнего слоя вкладыша.
Подобная пленка значительно сокращает износ верхнего слоя и эффективно препятствует образованию усталостных трещин на поверхности вкладыша.
Стендовые эксперименты показали, что усталостная прочность верхнего слоя pMax Black™ составляет около 700 атм., что на 17 % больше, чем прочность традиционных триметаллических вкладышей (590 атм).
В то же время, сохранены все свойства «мягкого» верхнего слоя: устойчивость к заклиниванию, способности к местной деформации и поглощению. Подобные вкладыши легко узнать по темному цвету рабочей поверхности.
Важно подчеркнуть, что верхний слой pMax Black™, с его упрочненным сверхтонким верхним слоем остается значительно мягче, чем сталь или чугун. Поэтому он не вызывает повреждений поверхности шейки в случае кратковременного контакта «металла-металл».
Биметаллические гоночные вкладыши HP
Большинство алюминиевых сплавов, используемых в биметаллических вкладышах, имеют допустимое давление не более 680 атм. Поэтому их нельзя использовать в двигателях, совмещающих высокую степень форсировки нагрузки и относительно большой ресурс.
Чтобы лучше соответствовать ситуациям, в которых характерные свойства биметаллических вкладышей проявляются оптимальным образом, King Engine Bearings разработал биметаллические гоночные вкладыши серии HP.
Подобные вкладыши HP лучше всего подходят для стритрейсинга, гонок дрегстеров и, даже, для гонок на кольцевых трассах средней протяженности.
Алюминиевый сплав во вкладышах HP обеспечивает сбалансированное сочетание хорошей нагрузочной способности с хорошими способностями к поглощению и к местной деформации, что важно для удержания посторонних частиц и компенсации прогибов коленвала.
Устойчивость сплава к заклиниванию также улучшена добавкой кремния в его состав.
Из чего делают вкладыши коленвала
Вкладыши ДЗВ – надежность, долговечность, прочность
Вкладыш подшипника скольжения является критической деталью двигателя внутреннего сгорания т.е. функционирование двигателя напрямую связано с качеством вкладыша, а отказ в его работе неминуемо приводит к аварийной остановке и дорогостоящему ремонту.
Чаще всего преждевременный выход из строя подшипников скольжения связан с особенностями материалов, из которых он изготовлен. Вкладыши, произведенные разными компаниями-изготовителями, могут внешне выглядеть одинаковыми и иметь размеры, соответствующие чертежу. Однако уровень надежности их работы в двигателе в значительной мере зависит от типа и параметров микроструктуры материалов, из которых они изготовлены.
С середины 70-х годов прошлого века, т.е. в течение почти сорока лет Димитровградский завод производит вкладыши подшипников скольжения для тяжелонагруженных двигателей внутреннего сгорания.
За это время за продукцией завода закрепилась прочная репутация высокого качества и надежности. Такой результат стал возможен только благодаря сочетанию совершенной сиcтемы обеспечения качества с высоким технологическим уровнем производства.
Триметаллические вкладыши ДЗВ производятся по технологии, используемой только ведущими мировыми производителями подшипников скольжения. Ни один другой завод на территории СНГ не обладает подобной технологией.
В чем же преимущество технологии ДЗВ перед другими известными технологиями?
Прежде всего в процессах производства материалов, формирующих триметаллическую структуры вкладыша.
Для того, чтобы разобраться в этих преимуществах, необходимо понять, каковы основные характеристики материала вкладыша, необходимые для его надежной работы.
1. Характеристики материалов подшипников скольжения
Преимущества и недостатки различных подшипниковых материалов проявляются в их влиянии на основные эксплуатационные свойства вкладышей:
- Усталостная прочность — максимальная величина циклической нагрузки, при которой вкладыш может работать неограниченное время без образования трещин усталостного разрушения.
В двигателях внутреннего сгорания энергия горящего топлива превращается в возвратно-поступательное движение поршня, который посредством шатуна вращает коленчатый вал. Работа двигателя происходит циклически: впуск-сжатие-рабочий ход-выпуск. За один цикл (два полных оборота вала ) давление в цилиндре повышается до пикового значения в начальный период рабочего хода и затем падает до уровня, близкого к атмосферному при выпуске.
В соответствии с изменениями давления меняется и нагрузка на подшипники, передаваемая шатуном. Таким образом, материал вкладыша функционирует в условиях циклического (переменного) нагружения.
Известно, что металлы в условиях переменной нагрузки разрушаются при напряжениях, существенно меньших их статического предела прочности. Это явление называется усталостью материала.
Усталостное разрушение рабочего слоя вкладыша – одна из основных причин отказа подшипников. Микроструктура материала, наличие дефектов (пор, микро-трещин) и внутренних напряжения решающим образом влияют на величину его усталостной прочности.
- Износостойкость – способность материала подшипника сопротивляться износу т.е.изменению размеров, формы и массы вследствие трения.
В двигателях внутреннего сгорания подшипники скольжения работают преимущественно в гидродинамическом режиме, при котором поверхности вкладыша и шейки вала разделены масляной пленкой. Масляный слой предотвращает прямой металлический контакт и также способствует более равномерному распределению нагрузки по рабочей поверхность вкладыша.
Однако полностью избежать металлического контакта невозможно. Особенно это касается тяжело нагруженных двигателей, в которых толщина масляной пленки может быть меньше уровня шероховатости трущихся поверхностей. Другой причиной прямого контакта может стать непараллельность поверхностей, вызванная дефектами шлифовки вала или несоосностью.
Износ рабочей поверхности вкладыша может быть также результатом абразивного воздействия чужеродных частиц в масле.
- Анти-фрикционные свойства характеризуют способность материала снижать эффект трения с валом: уменьшать коэффициент трения, сопротивляться схватыванию с материалом вала (задиру), быстро прирабатываться и быть способным поглощать чужеродные включения, находящиеся в масле.
Свинец, будучи очень мягким и пластичным металлом, наилучшим образом сочетает все анти-фрикционные свойства. Именно поэтому анти-фрикционные покрытия три-металлических вкладышей делаются из свинцовистых сплавов.
Итак, материалы вкладыша подшипника скольжения должны обладать высокой усталостной прочностью и износостойкостью. В то же время его поверхность должна быть мягкой для обеспечения необходимого уровня анти-фрикционных свойств.
2. Триметаллический вкладыш
Наилучшим сочетанием всех требуемых характеристик подшипникового материала обладает триметаллический вкладыш на основе свинцовистой бронзы.
Конструкция триметаллического вкладыша представлена на рис.1.

Рис.1 Триметаллический вкладыш
- Стальное основание обеспечивает жесткость, натяг и плотное прилегание вкладыша к поверхности постели, сохраняющиеся при повышенных температурах и под воздействием радиальных и тангенциальных сил.
- Промежуточный слой служит подложкой для анти-фрикционного покрытия. Промежуточный слой, как правило, изготавливается из свинцовистой бронзы и должен обладать анти-фрикционными свойствами, необходимыми для предотвращения задира в местах локального износа анти-фрикционного покрытия. В то же время промежуточный слой должен быть достаточно прочным, чтобы выдерживать циклические нагрузки без риска образования усталостных трещин. Свинец, благодаря своим высоким анти-фрикционным свойствам, является неотъемлемым компонентом бронз, используемых для формирования промежуточного слоя. Содержание свинца в бронзе может доходить до 25%.
- Никелевый подслой толщиной 1-2 микрона наносится на поверхность промежуточного слоя непосредственно перед нанесением анти-фрикционного покрытия. Подслой никеля служит барьером, предотвращающим диффузию олова из материала покрытия в бронзу промежуточного слоя. В отсутствии никелевого диффузионного барьера содержание олова в свинцовистом сплаве покрытия постепенно уменьшится, что может привести к снижению его коррозионной стойкости. Кроме того, никелевый подслой предотвращает образование хрупкого интерметаллического слоя соединения олова и меди на поверхности бронзы.
- Анти-фрикционное покрытие обеспечивает анти-фрикционные свойства: низкий коэффициент трения, задиростойкость, прирабатываемость и способность поглощать твердые включения в масле. Как правило анти-фрикционные покрытия производятся из свинцовистого сплава, легированного оловом и медью. Олово защищает свинцовистый сплав от коррозии в окисленном масле. Медь повышает прочность и износостойкость покрытия.
Только сбалансированность свойств, состава и толщин слоев триметаллического вкладыша гарантирует высокий уровень его эксплуатационных свойств.
- 3.Технология производства литой сталебронзовой ленты на ДЗВ
Характеристики и особенности сталебронзовой ленты в решающей мере определяют прочность и анти-фрикционные свойства вкладышей, из нее изготовленных.
В ДЗВ сталебронзовая лента производится по технологии непрерывного литья, схематично изображенной на рис.2.

Рис.2 Схема процесса производства литой сталебронзовой ленты (ДЗВ)
В этом процессе стальная полоса вначале обезжиривается и зачищается абразивной лентой. После зачистки полоса подогревается в востановительной атмосфере и входит в зону литья, где бронзовый расплав через специальный питатель поступает на зачищенную поверхность стали. В зоне охлаждения тепло расплава отводится вертикально вниз через стальную полосу.
Направление теплоотвода и его интенсивность исключительно важны для формирования требуемой столбчатой структуры бронзы с кристаллитами перпендикулярными поверхности раздела сталь-бронза.
Фотография типичной микроструктуры литой сталебронзовой ленты ДЗВ представлена на рис.3.

Рис.3 Микроструктура литой сталебронзовой ленты
(сканирующий электронный микроскоп)
На фото отчетливо видна вертикальная направленность (столбчатость) структуры бронзы, представляющей собой дендритные кристаллиты, между ветвями которых находятся включения свинца.
Поверхность раздела сталь-бронза не имеет дефектов и не содержит свинцовых включений, что гарантирует прочную адгезию слоев стали и бронзы.
Функциональные характеристики литой структуры:
- Столбчатые кристаллиты меди обеспечивают усталостную прочность — сопротивляемость бронзового слоя циклическим нагрузкам, направленным перпендикулярно поверхности вкладыша.
- Свинец, заполняющий пространство между ветвями дендритов, придает бронзе анти-фрикционные свойства, “смазывая” её поверхность при прямом трении с поверхностью вала.
- Прочная адгезия со сталью, сформировавшаяся при температуре литья (выше 1000 °С) предотвращает отслоение бронзового слоя при высоких нагрузках на вкладыш во время его эксплуатации.
Таким образом, структура сталебронзового материала, произведенного по литейной технологии, гарантирует максимально высокую прочность в сочетании с хорошими антифрикционными свойствами.
Кроме ДЗВ, единственного на территории СНГ, только еще четыре ведущих мировых производителей вкладышей подшипников скольжения обладают подобной
Остальные компании используют для получения сталебронзовой ленты альтернативные методы, прежде всего — порошковую технологию.
- 4.Альтернативные процессы производства сталебронзовой ленты и их недостатки
- Производство сталебронзовой ленты методом спекания
Наиболее распространенной альтернативой литейной технологии является процесс производства сталебронзовой ленты методом порошковой металлургии (спекания).
Этот процесс популярен среди компаний, производящих вкладыши для средненагруженных двигателей.
В процессе производства спеченной бронзы на предварительно обезжиренную и зачищенную поверхность стали насыпается порошок бронзы, после чего лента входит в длинную муфельную печь спекания. В печи создается восстановительная атмосфера, способствующая разложению окисной пленки, покрывающей поверхность частиц порошка.
По выходе из печи лента со спеченной пористой бронзой подвергается компактизации на прокатном стане, после чего процесс спекания и прокатки повторяется.
Как видно на фото (рис.4) микроструктура спеченной бронзы состоит из округлых кристаллитов меди, окруженных свинцом.

Рис.4 Микроструктура спеченной сталебронзовой ленты
(сканирующий электронный микроскоп)
В отличии от литой столбчатой структуры спеченная бронза в меньшей степени способна сопротивляться нагрузкам. Кроме того, спеченная бронза часто содержит незакрытые поры, дополнительно снижающие ее усталостную прочность.
По данным английской фирмы Glacier усталостная прочность спеченной бронзы на 20% ниже, чем у литой. Именно поэтому вкладыши, предназначенные для эксплуатации при экстремально высоких нагрузках (например в дизельных двигателях с непосредственным впрыском топлива), всеми ведущими компаниями в мире изготавливаются только из литой сталебронзовой ленты.
- Производство сталебронзовой ленты методом плакирования
Еще одной альтернативной технологией является процесс получения сталебронзовой ленты методом холодной прокатки (плакирования).
Этот процесс заключается в совместной прокатке двух обезжиренных и зачищенных лент стали и бронзы с обжатием около 60%. Бронзовая лента предварительно плакируется с обеих сторон медной фольгой для обеспечения адгезии со сталью.
После совместной прокатки сталебронзовая лента отжигается в печи в восстановительной атмосфере для снятия внутренних напряжений.
После отжига лента прокатывается на окончательный размер.
На приведенной ниже фотографии представлена микроструктура ленты, полученной методом холодной прокатки.

Рис.5 Микроструктура плакированной сталебронзовой ленты
(сканирующий электронный микроскоп)
Совершенно очевидны два недостатка представленной микроструктуры: дефекты в виде пор в слое медной фольги и очень низкое содержание свинца в бронзе.
Поры несомненно снижают надежность и усталостную прочность вкладышей, изготовленных из такой ленты.
Что касается содержания свинца в бронзе, то оно составляет всего 2.5%, что примерно в 10 раз ниже концентрации, необходимой для надежного функционирования триметаллических вкладышей. Анти-фрикционные свойства такой бронзы очень низки, и при возникновении металлического контакта с материалом вала создаются условия для задира и схватывания.
- 5.Покрытия триметаллического вкладыша ДЗВ
Основная функция покрытия триметаллического вкладыша заключается в обеспечении антифрикционных свойств в условиях прямого металлического контакта с поверхностью вала.
Покрытие играет роль твердой смазки, снижающей коэффициент трения, обеспечивающей прирабатываемость вкладыша, предотвращающей задир и абсорбирующей чужеродные частицы, циркулирующие с маслом. В этом смысле, чем мягче покрытие, тем в лучшей мере оно выполняет эти функции.
- Гальваническое покрытие из свинцовистого сплава
С точки зрения анти-фрикционных свойств из всех металлов свинец как нельзя лучше подходит в качестве материала покрытия. Однако нельзя забывать, что покрытие должно противостоять ударным нагрузкам и износу, т.е. быть достаточно прочным.
Для повышения твердости и усталостной прочности свинец легируется медью в небольших концентрациях. Покрытие вкладышей ДЗВ содержит 2-3% меди. Другая легирующая добавка — олово (8-12%), подавляюшее коррозию свинцовистого сплава в окисленном масле.
Помимо химического состава, очень важным параметром покрытия является его толщина. С одной стороны, толстое покрытие в большей степени обеспечивает анти-фрикционные свойства. Однако повышение толщины покрытия отрицательно сказывается на величине его усталостной прочности. Оптимальное значение толщины зависит от минимально допустимой величины ударной прочности и уровня анти-фрикционных свойств, требуемых для конкретного вкладыша.
На приведенной ниже диаграмме показано, каким образом определяется оптимальная толщина покрытия для вкладышей ДЗВ, предназначенных для эксплуатации в тяжелонагруженных двигателях КАМАЗ.

Рис.6 Оптимизация толщины гальванического покрытия
Как видно из графика, с ростом толщины покрытия его усталостная прочность падает, а анти-фрикционные свойства улучшаются. Наилучшее сочетание эксплуатационных свойств вкладыша для данного типа двигателей достигается при толщине покрытия 22 мкм. Несоответствие толщины покрытия оптимальной величине снижает надежность и долговечность вкладыша и двигателя вцелом. Слишком тонкое покрытие приводит к преждевременному износу и возможному задиру. Покрытия с толщиной, превышающей оптимальное значение, склонно к разрушению в результате усталости.
Как анти-фрикционное покрытие, так и никелевый подслой наносятся на поверхность вкладышей ДЗВ гальваническим методом на высокопроизводительных автоматических линиях электролитических покрытий.
Таким образом, химический состав и толщина гальванического свинцовистого покрытия вкладышей ДЗВ тщательно сбалансированы, что обеспечивает оптимальное сочетание прочности, износостойкости и анти-фрикционных свойств.
- Покрытие ПВД из сплава алюминий-олово
Последние инженерные разработки в области конструирования двигателей внутреннего сгорания выдвигают новые требования к подшипниковым материалам.
В первую очередь это касается повышения уровня необходимой усталостной прочности.
В современных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail давление в цилиндрах превышает 200 атм. Соответственно велика и нагрузка на вкладыши, как шатунные, так и коренные. Давление на верхние шатунные и иногда на нижние коренные вкладыши в таких двигателях превышает предел усталостной прочности относительно мягкого покрытия из свинцовистого сплава, составляющий около 60 МПа.
Для двигателей такого типа необходимы вкладыши, имеющие значительно более прочное покрытие с пределом усталостной прочности порядка 120 МПа.
Для создания покрытий такого уровня прочности используется метод напыления из газовой фазы (ПВД). Покрытие ПВД (на западе используется термин sputter/спаттер) наносится отдельными атомами или небольшими кластерами атомов, выбиваемыми положительными ионами аргонной плазмы из материала катода (мишени) в пространстве вакуумной камеры.
Вкладыши с покрытием ПВД изготавливаются только из литой сталебронзовой ленты, поскольку только ее структура обеспечивает необходимый уровень усталостной прочности.
Вначале наносится подслой (диффузионный барьер) из сплава никель-хром, после чего наносится само покрытие, представляющее собой сплав алюминий-олово.
Метод нанесения покрытия позволяет сформировать сплав твердостью порядка 100 НV, что почти на порядок выше твердости гальванического свинцовистого покрытия. Покрытие ПВД содержит 20% олова для придания сплаву анти-фрикционных свойств.
Фрагмент микроструктуры три-металлического вкладыша ДЗВ с покрытием ПВД представлен на рис.7.

Рис.7 Покрытие ПВД на вкладыше ДЗВ
(сканирующий электронный микроскоп)
Микроструктуру покрытия отличает мелкодисперсность, химическая однородность, бездефектность и плотное прилегание к поверхности литой бронзы вкладыша ДЗВ.
Вкладыши ДЗВ на основе литой сталебронзовой ленты с особо прочным покрытием ПВД из сплава алюминий-олово имеют уровень усталостной прочности, необходимый для надежной работы в экстремально нагруженных дизельных двигателях с турбонаддувом и системой топливоподачи типа «Common Rail.