Когда полностью заменяют смазку оборудования
Смазку оборудования производят обслуживающие рабочие в соответствии с картой смазки, указанной в паспорте.
Промывку и чистку смазочных систем при среднем и капитальном ремонтах осуществляют слесари-ремонтники, ремонтирующие оборудование.
Замена одной марки масла другой производится с разрешения главного инженера предприятия.
При эксплуатации оборудования все подшипники, а также картеры редукторов необходимо залить маслом до надлежащего уровня. Консистентные смазки должны быть продавлены в подшипники и втулки.
Смазку следует проводить аккуратно, пролитые смазочные масла надо удалить с поверхности оборудования и пола. При течи масла нужно принять меры к устранению причин, вызывающих ее. Под узлами машин для стока масла необходимо устанавливать противни.
Смазочные материалы следует хранить в отдельных, специально приспособленных для этого помещениях; при этом должны соблюдаться требования, предусмотренные противопожарными мероприятиями.
Все смазочные материалы, хранящиеся на складе, должны иметь паспорта в соответствии с техническими условиями и государственными стандартами. Смазочные материалы выдаются в цехи после установления их пригодности на основании лабораторного анализа.
Жидкие смазочные материалы следует хранить в железных банках и отпускать только через краны и чистыми мерниками. Количество отпускаемого масла надо учитывать по массе или по вместимости точно выверенного мерника.
На банках, бидонах и мелком инвентаре должны быть надписи, указывающие их вместимость и марку масла. Масла необходимо отпускать только в чистую, плотно закрывающуюся посуду.
Баки, из которых выдаются мази, следует закрывать металлическими крышками с отбортовкой. Выдавать мази разрешается специальными металлическими ложками в металлические коробки с закрывающимися крышками.
Всю посуду и инвентарь для выдачи и хранения масла и мазей необходимо содержать в чистоте.
Ремонт оборудования
Капитальный и средний ремонт производственного оборудования осуществляется ремонтно-механическим цехом предприятия по графикам, составляемым отделом главного механика на год и утверждаемым главным инженером предприятия. Периодичность ремонта устанавливается в соответствии с положением о системе планово-предупредительного ремонта оборудования обувной промышленности.
При ремонте должны всемерно внедряться передовые методы ремонта оборудования. При проведении плановых ремонтов, в особенности капитального ремонта, необходимо проводить мероприятия по модернизации оборудования и повышению надежности и износоустойчивости отдельных деталей и узлов путем внедрения передовых методов реставрации и ремонта изношенных деталей, использования высококачественных заменителей цветных металлов, новых антифрикционных материалов, замены подшипников скольжения на подшипники качения, улучшения смазочных устройств и т. д.
Организация ремонта оборудования и приемка его из ремонта осуществляются в соответствии с Положением о системе планово-предупредительного ремонта оборудования обувной промышленности. Руководство проведением всех видов работ, входящих в систему планово-предупредительного ремонта оборудования, возлагается на отдел главного механика предприятия.
Pereosnastka.ru
Смазка прокатного оборудования
 Смазка прокатного оборудования
Смазка прокатного оборудования
Надежность прокатного оборудования во многом зависит от рационального выбора смазочных материадов, способов и режимов смазки, контроля качества смазки в процессе эксплуатации.
Основной функцией смазочных материалов является уменьшение сопротивления трению и повышение износостойкости трущихся поверхностей деталей. Кроме того, они отводят тепло от узлов трения и защищают смазываемые поверхности от коррозии и ржавления. Для смазки металлургического оборудования применяют следующие виды смазочных материалов: жидкие (минеральные масла); пластичные (смазки); твердые смазки и смазочные покрытия; самосмазывающиеся материалы; металлоплакирующие смазки.
Узлы трения прокатного оборудования работают в тяжелых условиях, вызванных большими нагрузками, повышенными температурами, обводнением и загрязнением абразивными частицами из окружающей среды, поэтому к применяемым смазочным материалам предъявляются повышенные требования, которые заключаются в следующем:
для минеральных масел:
— обеспечение минимального износа и минимальных потерь на трение при работе узлов трения;
— эффективный отвод тепла от узлов трения;
— хорошая жидкотекучесть в интервалетемператур +40 т —15 °С для обеспечения свободной прокачки по трубопроводам и свободного слива масла самотеком от узлов трения в резервуары смазочных систем;
— высокая сопротивляемость термоокислению, обеспечивающая срок службы масла без замены в циркуляционных системах не менее двух лет;
способность легко отделяться от воды без образования с водой стойких нерас-слаивающихся эмульсией в условиях возможного обводнения узла трения; предохранять от коррозии трущиеся поверхности, а также не вспениваться при хранении, заливке и в процессе эксплуатации; для пластичных смазок:
— обеспечение минимального износа и минимальных потерь на трение смазываемых узлов;
— хорошая прокачиваемоть по трубопроводам длиной до 150 м при температуре окружающей среды от минус 10 до плюс 180°С;
— способность не подвергаться разложению при нагревании под давлением до 20 МПа; незначительно изменять свои свойства в процессе хранения и эксплуатации, не подвергаться термоупрочнению, не растворяться в воде и обладать минимальной испаряемостью.
Минеральные масла применяют в тех узлах трения, где можно обеспечить жидкостное или полужидкостное трение (подшипники жидкостного трения, подшипники редукторов и шестеренных клетей), где необходим принудительный отвод тепла или промывка трущихся поверхностей для удаления продуктов износа и производственной пыли (узел винт—гайка нажимных устройств).
Получают минеральные масла из мазутов. С целью улучшения эксплуатационных свойств некоторых марок масел их легируют небольшим количеством присадок (от 0,01% до 10%), являющихся продуктами химического синтеза.
Пластичные смазки применяют в следующих случаях: з открытых или негер-метизированных узлах трения; в узлах трения, где затруднена или нежелательна частая замена смазки; для защиты деталей и узлов от коррозии; в различных соединениях и уплотнениях (резьбовых сальниковых и др.).
Пластичные смазки получают путем загущения минеральных масел различными загустителями. В зависимости от вида загустителя их делят на мыльные (кальциевые, натриевые, литиевые, бариевые и др.), загущенныесоответствующими мылами жирных кислот; углеводородные, приготовленные сплавлением церезина и парафина с маслами; органические и неорганические, в которых загустителями служат твердые органические и неорганические соединения и продукты обработки неорганических веществ.
Наибольшее распространение получили кальциевые, натриевые, литиевые, дисульфидмолибденовые и многоцелевые пластичные смазки. Эти смазки обладают высокой водостойкостью, термостойкостью и хладостойкостью.
Системы смазки
Способы смазки различаются по принципу подвода смазочных материалов к контактным поверхностям в очаге деформации и узлам трения.
При смазке жидкими минеральными маслами применяются индивидуальный способ смазки, смазка погружением в масляную ванну и смазка под давлением.
Индивидуальный способ применяют для смазки отдельных узлов трения, когда подключение их к централизованным системам затруднено или к ним предъявляются специфические требования. Этот способ осуществляют с помощью различного рода “самосмазов”, масленок различных конструкций (фитильных, наливных с запорной иглой и др.), свободно висящих на валу колец (кольцевая смазка). Кольцевая смазка простая по конструкции и достаточно надежная в эксплуатации, довольно широко применяется для смазки опор горизонтальных валов с подшипниками скольжения. Она основана на использовании сил сцепления между жидкостью и кольцом, свободно висящих на валу и погруженных нижней частью в маслянную ванну. При вращении вала кольцо также вращается и выносит масло из ванны на вал и далее на опору.
Смазывание погружением (каретную смазку) применяют в основном в редукторах при окружных скоростях зубчатых колес до 10 м/с, когда тепло, выделяющееся в зацеплениях, полностью отводится в окружающее пространство через стенки картера и крышку. В зону зацепления масло подается колесом или паразитной шестерней 3 за счет сил молекулярного сцепления.
Смазывание под давлением является наиболее эффективным способом. Его применяют в ответственных машинах и механизмах и осуществляют с помощью циркуляционных систем смазки. Масло подается к трущимся поверхностям из резервуара за счет перепада давлений, создаваемого насосами, и возвращается в резервуар самотеком. Циркуляция масла в замкнутом контуре обеспечивает непрерывный отвод тепла от трущихся поверхностей и продуктов износа узлов трения.
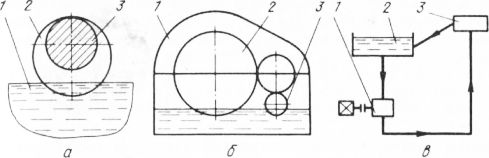
Рис. 1. Схемы смазки минеральными маслами:
а — смазывание кольцом; б – смазывание погружением; в — смазывание под давлением
При смазке пластичными материалами различают индивидуальный, закладной и централизованный способы смазки. При индивидуальном способе смазку подают периодически посредством ручных шприцев через масленки, установленные в смазочных отверстиях узлов трения. Закладной способ заключается в заполнении узла трения смазкой при сборке или ремонте. Централизованный способ (ручной или автоматический) применяют при наличии большого числа узлов трения, расположенных вдали от насосной станции.
Различают системы жидкой, пластичной и аэрозольной смазки.
Для смазки прокатного оборудования применяются в основном циркуляционные централизованные системы жидкой и централизованные системы густой (пластичной) смазки.
Техническое обслуживание станков и уход за ними
Соблюдение правил ежедневного ухода и грамотное техобслуживание станков обеспечивает их безаварийную работу и длительный срок службы, улучшает качество обработки деталей.
Общие правила ухода за станками
 Основные правила ухода за станком перед началом работы:
Основные правила ухода за станком перед началом работы:
- проверить системы смазки и охлаждения, натяжение приводных ремней, надежность затяжки зажимных элементов, исправность управляющих механизмов, инструмента, вспомогательных приспособлений, защитных ограждений, зануляющих и заземляющих устройств;
- смазать трущиеся пары, к которым нет централизованной подачи масла;
- убрать из рабочей зоны посторонние предметы.
Уход за станком после окончания смены:
сложить инструмент, оснастку, готовые изделия и заготовки в отведенные для их хранения места;
удалить с поверхностей и из пазов стружку, загрязнения;
нанести смазку на направляющие (правила ухода за токарным станком предусматривают также смазывание пиноли, ходового винта, винта задней бабки, ходового валика с подшипниками).
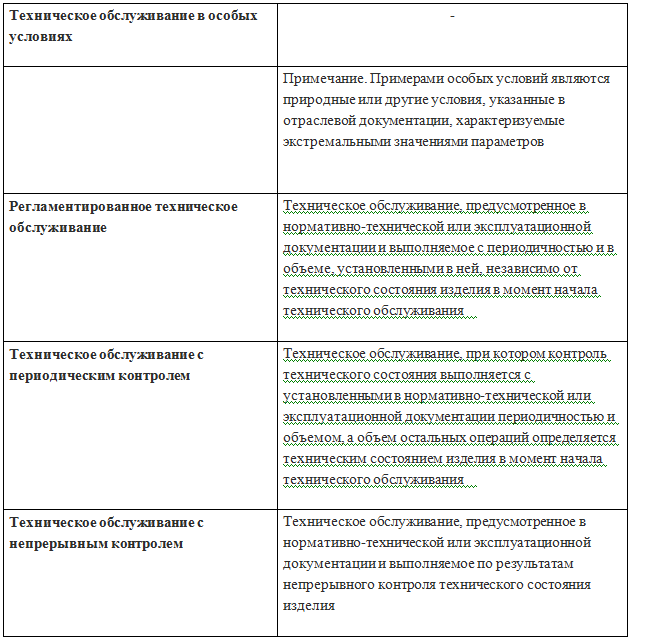
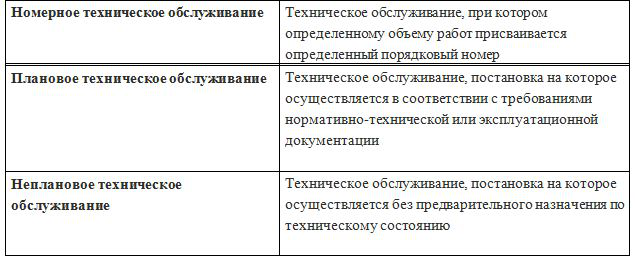
Виды технического обслуживания станков
Согласно ГОСТ 18322, техобслуживание станков подразделяется на следующие виды:
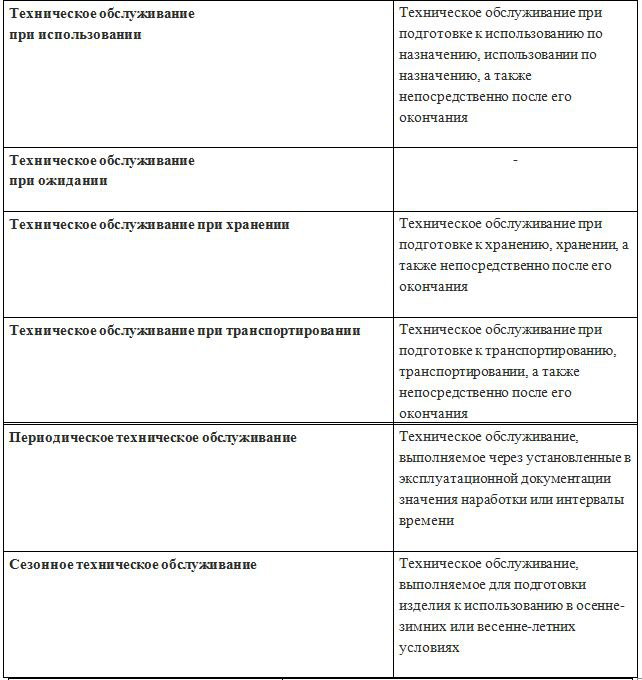
На производстве техобслуживание оборудования принято делить на:
текущее (чистка и смазка доступных снаружи узлов и механизмов, контроль нагрева трущихся деталей и т.д.), которое возлагается на станочника;
плановое (чистка и смазка требующих разборки узлов и механизмов, замена масла и фильтров, наладка, регулировка) – его выполняет служба механика.
Периодичность и правила проведения техобслуживания, выбор масла и смазки для металлорежущих станков
Главным документом, определяющим правила ухода и периодичность техобслуживания, является паспорт станка. Смазываемые точки, вид и количество смазочного материала для каждой из них указываются в карте и таблице смазки.
Если условия эксплуатации требуют изменения интервалов между техобслуживанием и/или использования смазок других марок, службой главного механика предприятии составляются собственные карты ТО.
Масла для металлорежущих станков должны иметь высокую моющую способность – мелкая металлическая стружка и пыль, образующаяся при обработке заготовок, ускоряет износ трущихся пар. Их вязкость выбирается с учетом скоростного режима работы и степени нагрузки механизмов.
Отличные эксплуатационные характеристики имеют станочные масла марок ZIC, Mobil, Mannol.
Масляные СОЖ образуют на поверхностях станков трудноудаляемую пленку. Применение синтетических составов сокращает затраты времени на уход за оборудованием.
Техобслуживание токарных станков
Система смазки токарного станка устроена непросто: множество пар трения работают при неодинаковых нагрузках и скоростях, поэтому требуют применения разных смазочных материалов и способов их подачи.
 |
 |
Какое масло заливать в токарный станок и чем смазывать направляющие? В масляный бачок льется индустриалка И-20А, в коробку подач и фартук – И-30А, в шпиндельную бабку – И-12А. Для смазывания направляющих рекомендуется применять масла с антискачковыми присадками.
Во время ежедневного технического обслуживания токарного станка следует проверять уровень масла по всем смотровым глазкам, при необходимости доливать.
Специфика техобслуживания станков с ЧПУ
Кроме общих правил ухода, ежедневное техническое обслуживание станков с программным управлением включает в себя:
тщательную очистку считывающих головок;
проверку исправности пневмо- и гидросистем, устройств ЧПУ;
контроль состояния наиболее уязвимых деталей и узлов;
регулировку точности выполнения операций.
При плановом техобслуживании станков с ЧПУ особое внимание уделяется очистке от пыли электронной и электрической частей оборудования – пылевые перемычки могут приводить к утечкам тока, снижающих точность его работы, короткому замыканию плат.
Чем смазывать станок с ЧПУ при отсутствии смазочных материалов, рекомендуемых производителем оборудования, решает служба главного механика.
Наиболее часто применяемые масла для станков с ЧПУ: для малонагруженных высокоскоростных механизмов – И-5А, И-8А, по мере снижения скорости и возрастания нагрузки – И-12А, И-20А, И-30А, И-40А, И-50А.
Особенности технического обслуживания других видов станков
Фрезерных
При техническом обслуживании вертикально-фрезерного станка нужно следить за уровнем масла в циркуляционной системе и гидросистеме, два-три раза в смену дозаправлять масленки направляющих салазок, стола, фрезерной головки, винтов подъема и перемещения стола.
Лазерных
Техническое обслуживание лазерного станка состоит не только в своевременной смазке трущихся пар. Кроме этого, нужно:
перед началом работы проверить, полностью ли заполнена водой лазерная трубка, очистить от загрязнений отражатели и фокусирующую линзу, выполнить проверку оптической траектории;
каждые две недели чистить линейные направляющие и чиллер, менять воду;
при ухудшении выкачивания воздуха очищать от пыли гофры и вытяжку изнутри.
Гибочных
В гибочные станки льют редукторное или трансмиссионное масло с антикоррозийными присадками, вязкость которого зависит от температуры окружающей среды. Например:
Гибочные станки, установленные на открытом воздухе, требуют проведения сезонного технического обслуживания с заменой «летнего» масла на «зимнее» или наоборот.
Перед тем, как заливать в гибочный станок новое масло, необходимо тщательно очистить бак и трубопроводы.
Форматно-раскроечных
Техническое обслуживание форматно-раскроечного станка, как и любого другого деревообрабатывающего оборудования, предусматривает регулярный уход за его наружными и внутренними поверхностями – накапливающиеся на них опилки и пыль пожаро- и взрывоопасны.
Выбирая, чем смазывать форматно-раскроечный станок, отдавайте предпочтение составам, предотвращающим налипание смолы, пыли, стружки на металл.
Сверлильных
Во время технического обслуживания сверлильного станка необходимо исключить попадание смазки на контактные поверхности шпинделя и патрона – это может привести к несчастному случаю.
Шлифовальных
При ежедневном уходе за шлифовальным станком необходимо тщательно очищать его поверхности от абразивной пыли и удалять шлам из бака-отстойника СОЖ, во время текущего техобслуживания контролировать состояние фильтра тонкой очистки масла, не реже раза в три месяца чистить бак и магнитный сепаратор.
Станка-качалки
Техническое обслуживание станка-качалки проводится дважды в год с целью подготовки к работе в осенне-зимний и весенне-летний период, совмещается с плановым ремонтом.
Выбор смазки для направляющих
Лучшая смазка для направляющих – та, которая указана в паспорте оборудования. В случае его утери выбирать, чем смазывать направляющие станка, следует с учетом:
расположения в пространстве;
материала трущихся поверхностей;
диапазона рабочих температур.
Для смазки горизонтальных направляющих скольжения используются антискачковые масла 68 класса вязкости по ISO, вертикальных – 220 класса.
Какая смазка лучше для направляющих качения, зависит от скоростного режима работы и степени нагрузки – чем меньше скорость и выше нагрузка, тем более вязким и плотным должен быть смазочный материал.
Решая, чем смазывать линейные направляющие станка, необходимо учитывать особенности их конструкции, скорость перемещения, удельные рабочие нагрузки. Тяжелонагруженные механизмы требуют применения высоковязких противозадирных смазок, скоростные – масел малой вязкости с улучшенными антифрикционными свойствами.
Масла серии Mobil Vactra Oil существенно облегчают подбор смазочного материала для направляющих: они подходят для любых комбинаций материалов трущихся пар.
Замена СОЖ и промывка системы
Чтобы свежая СОЖ имела долгий срок службы, перед последним запуском станка в резервуар рекомендуется влить системный очиститель, например, OILCOOL XR. Он эффективно растворяет загрязнения и отложения на поверхностях. По истечении 8 – 24 часов необходимо слить всю жидкость из системы и промыть ее водой.
Системный очиститель полностью удаляет остатки старой эмульсии, поэтому после промывки с его использованием допускается заливать в станок СОЖ другой марки.
В заключение статьи, предлагаем посмотреть видеоурок о правилах технического обслуживания токарного станка:
Современное смазочное хозяйство
Наряду с большим количеством глобальных задач, которые связаны с организацией эффективного обслуживания и ремонтов оборудования, существуют такие, казалось бы, незначительные и всем понятные задачи, от качества реализации которых также сильно зависит эффективность всего процесса ТОиР оборудования. Одной из таких задач мы хотели бы уделить внимание в нашем материале — это задача организации и проведения работ по регулярной смазке оборудования.
Личный опыт работы в крупной промышленной компании и опыт посещения других предприятий показывает, что в реальности вопросы, связанные со смазкой, «растворяются» в общей организации, не существует вообще каких-то критериев оценки качества этого направления. Найдите время и просто пройдитесь по цехам и оцените культуру проведения смазки.
- Есть ли у ваших рабочих актуальные карты смазки оборудования?
- Где хранятся смазочные материалы?
- Есть ли специальные приспособления для смазки узлов?
- Насколько чисто пространство там, где производится смазка?
- Как оценивается качество масел и смазок при их получении и в процессе эксплуатации?
Приблизительно 25% энергии, используемой в мире, теряется за счет трения. Потери от износа механических компонентов оцениваются в 1,3—1,6% от ВВП развитых стран. По данным Европейской комиссии, затраты, связанные с проблемами трения и износа, в Европе составляют 350 млрд евро в год.
Как известно, мечта многих ученых заключается в том, чтобы победить трение. Существует даже целое направление в физике — трибология, которое исследует механизмы трения, изнашивания и в том числе влияние смазок и масел на эти процессы.
Смазка резко снижает интенсивность изнашивания. Достаточно ввести в зону контакта деталей небольшое количество смазочного материала, как сила трения может снизиться в 10 раз, а износ поверхностей трения — в 1000 раз.
Энергия при трении не просто теряется, а превращается в теплоту, нагревающую механизмы и узлы машин. Их чрезмерный нагрев во многих случаях приводит к отказам и авариям. Примерно 80-90% отказов машин происходит из-за износа узлов и деталей, а также рабочего инструмента. За полный цикл эксплуатации машин эксплуатационные расходы, трудоемкость ремонта и затраты материалов на ремонт в несколько раз превышают затраты на изготовление новых машин.
В общей системе ТОиР важное место занимает организация смазочного хозяйства. Конструктивное совершенство и высокое качество изготовления не гарантируют длительной и безотказной работы оборудования. Дополнительными условиями являются грамотная техническая эксплуатация и эффективная система технических обслуживаний и ремонтов. Задачей технической эксплуатации оборудования является обеспечение его работоспособного состояния при минимальных затратах. Уровень и эффективность технической эксплуатации определяются содержанием оборудования в надлежащих условиях, использованием его в соответствии с назначением и режимами эксплуатации, регламентированными техническими условиями, квалификацией обслуживающего персонала, организацией ТОиР, организацией смазочного хозяйства. Правильно организованная и рациональная смазка обеспечивает нормативный срок службы оборудования, а также позволяет экономить смазочные и ремонтные материалы, запасные части, ведет к снижению потребности в ремонтном персонале.
Организация смазочного хозяйства на крупных предприятиях России
В настоящее время крупными предприятиями используется традиционная схема организации и управления смазочным хозяйством. Она зависит от величины предприятия, числа цехов и единиц оборудования в цехах. Смазочное хозяйство обычно находится в подчинении главного механика предприятия.
В зависимости от величины предприятия и штатного расписания в группу смазочного хозяйства могут входить инженеры-инспектора по смазке оборудования. В цехах организация смазочного хозяйства возлагается на механика цеха, который назначает из состава ремонтного персонала лицо, ответственное за смазочное хозяйство цеха. На многих предприятиях смазочное хозяйство может не представлять собой отдельных структур подразделений предприятия. Под хозяйством здесь принимается совокупность технических средств и организационных мер.
Организацией смазочного хозяйства предусматривается составление перечня оборудования, которое должно периодически смазываться; определение мест смазки и ассортимента смазочного материала; установление периодичности смазки; разработка норм расхода смазочных материалов; оборудование рабочих мест персонала, занимающегося смазкой; регламент организации приёма смазочных материалов; организация сбора и регенерации отработанных масел или сдача их на приемные пункты, нефтебазы нефтесбытовых организаций; определение места хранения запаса смазочных материалов (склады ГСМ).
 Рис. 1. Примерная схема организации и управления смазочным хозяйством крупного предприятия
Рис. 1. Примерная схема организации и управления смазочным хозяйством крупного предприятия
Основные обязанности подразделений предприятия, занимающихся смазочным хозяйством
Отдел главного механика предприятия:
- формирует и передает в отдел материально-технического снабжения сводные заявки по цехам на смазочные материалы, инвентарь и смазочное оборудование;
- разрабатывает инструкции по смазке оборудования;
- утверждает карты и графики смазки оборудования и контролирует их выполнение;
- устанавливает планы сбора отработанных масел для регенерации и утилизации;
- определяет потребность в смазочных материалах по цехам и устанавливает лимиты их расхода;
- решает вопрос о замене масел на аналоги при отсутствии оригинала;
- расследует случаи выхода оборудования из строя из-за отсутствия смазки и нарушения режима смазывания.
Производственный персонал:
- производит регулярную смазку узлов оборудования согласно карт смазки;
- следит за уровнем смазки, регулирует подачу смазки.
Ремонтная служба:
- осуществляет технический надзор за выполнением производственным персоналом своих обязанностей по смазке оборудования;
- обеспечивает исправное действие смазочных систем;
- производит замену масел и смазки;
- производит доливку в узлах оборудования, периодичность смазки которых согласно карт более суток;
- обеспечивает наличие на оборудование карт смазки;
- ведет учет по выполнению всего комплекса работ по смазке каждой единицы оборудования;
- формирует и передает в отдел главного механика предприятия заявки на смазочные материалы и инвентарь, карты и графики смазки оборудования.
Отдел материально-технического снабжения (ОМТС):
- подает заявки в вышестоящие организации для закупки (или сам организовывает поиск поставщика);
- получает и реализует фонды, обеспечивая необходимым ассортиментом и количеством смазочных, химических и других материалов для приготовления смазочно-охлаждающих жидкостей, смазочных приборов и смазочного инвентаря.
Центральный склад:
- обеспечивает надлежащее хранение;
- организовывает отгрузку по заявке цехов;
- выдает выписки из паспортов и сертификатов на смазочные материалы;
- принимает отработанные смазочные масла и осуществляет их передачу для регенерации или утилизации.
Химическая лаборатория (при наличии):
- проверяет физико-химический состав поступающих масел, сверяя с заявленными данными сертификатов;
- периодически проверяет физико-химический состав проб масел и смазочноохлаждающих жидкостей на действующем оборудовании.
Кладовщик цеха:
- принимает смазочные материалы с центрального склада;
- обеспечивает правильное хранение, учёт, выдачу персоналу, занимающемуся смазкой;
- принимает от работников и сдает отработанные масла на центральный склад.
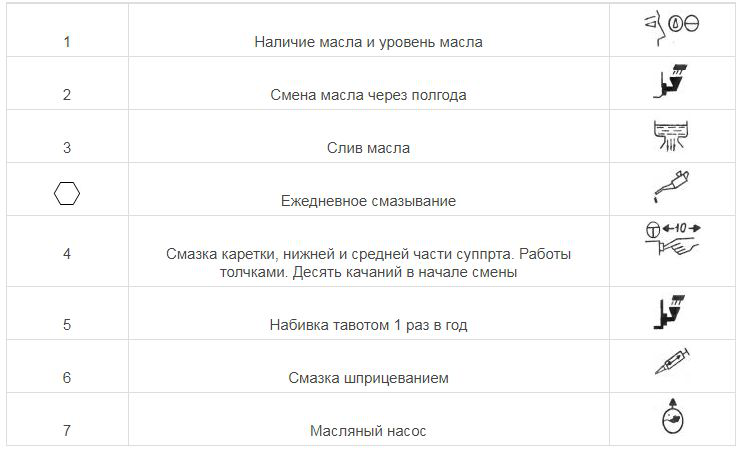
Основной документ организации смазочных работ — карта смазки. На карту наносится эскиз оборудования, указываются и нумеруются точки смазки; отмечается система смазывания; назначается режим смазки; указывается ассортимент и норма расхода масел, емкость картеров.
Для составления карт смазки используются инструкции и схемы, высылаемые заводами изготовителями вместе с оборудованием, а также данные экспериментальных исследовательских работ, проводимых самими предприятиями. Карты смазки должны утверждаться главным механиком предприятия. Копии карты передаются персоналу, занимающемуся ТОиР, для выполнения работ. Карты должны заполняться ответственным лицом из числа ИТР.
Карта смазки должна содержать:
- Место установки — указывается наименование или номер цеха (мастерской);
- Данные о работе оборудования с момента начала эксплуатации. Данные показываются за каждый год отдельно. Данные содержат время эксплуатации, количество и тип потраченного смазочного материала;
- Схему смазки, на которой изображается (или прикладывается отдельно) фактическая схема смазки оборудования с точной расшифровкой условных обозначений точек смазки. Схема смазки должна содержать данные о периодичности смазки или замены (например, ежедневно, 3 раза в смену, 6 раз в сутки, 15—20 капель в минуту, замена масла 1 раз в 3 мес. и т.д.), способе или системе смазки (например, фитильная из резервуара, групповая фитильная, ручная, циркуляционная от насоса, капельная, ниппельная, разбрызгиваниеванна и др.), типе масла (ГОСТ или ТУ, в случае применения импортного масла даются его подробная характеристика и название фирмы-изготовителя масла), число точек смазки.
Лимиты отпуска смазочных материалов цехам устанавливаются главным механиком и утверждаются главным инженером предприятия. На некоторых передовых предприятиях введена удобная система лимитно-заборных карт на выдачу смазочных материалов цехам.
В цехах ведется простейший учет выдачи смазочных материалов в ведомостях или книгах учета, в которых записывается дата выдачи, куда, сколько и какого сорта масла выдано. Порядок выдачи масла персоналу, занятому смазкой, определяется заведующим смазочным хозяйством предприятия и механиками цехов. При этом в целях упрощения учета следует отказываться от практики оформления внутрицеховых требований на получение смазочных материалов рабочими. Особое внимание в цехах следует уделять учету перезаливки и доливки масел в картеры оборудования, так как он дает возможность вовремя обнаруживать и устранять большие утечки и перерасходы масла на отдельных единицах оборудования с неисправными маслосистемами.
Регенерационная станция в зависимости от конкретных условий может находиться в ведении непосредственно заведующего смазочным хозяйством предприятия, отдела снабжения, складского хозяйства или одного из цехов предприятия. При отсутствии общезаводской регенерационной станции регенерация масел производится на цеховых регенерационных установках.
Некоторые предприятия не имеют собственных регенерирующих станций и поэтому пользуются услугами сторонних организаций по договору.
После очистки от механических примесей и инородных масел, а также контроля состава и состояния, смазочно-охлаждающая жидкость (СОЖ), отвечающая предъявляемым к ней требованиям, напрямую подается на технологическое оборудование.
В противном случае отработанная СОЖ направляется в подсистему рециклизации и коррекции ее состава, а затем — на технологическое оборудование. СОЖ поступает в подсистему разложения для разделения на воду и масло. Шлам, удаленный из СОЖ в подсистеме очистки, поступает на рекуперацию, где происходит выделение из шлама масла, металла и воды. Вода, извлеченная в модулях разложения СОЖ и рекуперации, после рециклизации возвращается в модуль приготовления СОЖ, а масло может быть использовано в смазочном хозяйстве предприятия или возвращено в систему после введения соответствующих присадок.
Очень важно организовать в смазочном хозяйстве предприятия правильный уход за обменной тарой, в частности, пропарку и мойку бочек.
Организация-поставщик должна предоставлять на каждый вид масла паспорт. При наличии на предприятии центрального заводского склада кладовщик при выдаче смазочных материалов цехам-потребителям обязан выдавать им одновременно копию паспорта химического анализа лаборатории на каждый сорт отпускаемого материала. Паспорт является основным документом, характеризующим качество полученных материалов. В нем указываются фактические числовые значения всех качественных показателей, предусмотренных для данного сорта масла или смазки действующим ГОСТ. В паспорте особо указывается, что данный продукт по качеству соответствует ГОСТ.
 Рис. 2. Схема точек смазки автомобиля «Урал»
Рис. 2. Схема точек смазки автомобиля «Урал»
Гибкий подход к определению сроков замены смазки
В связи со стремлением к экономии и с ростом уровня технического совершенства оборудования на Западе, да и у нас в последние годы получает распространение тенденция к увеличению интервалов между ТО на основании результатов лабораторных анализов эксплуатационных жидкостей.
Такой подход особенно актуален, когда речь идет о больших машинах, где объем системы охлаждения и смазки измеряется десятками литров, а объем гидросистемы — тысячами. При таких объемах становится рентабельным производить регулярные лабораторные анализы эксплуатационных жидкостей, и уже на основании их принимать соответствующее решение о целесообразности проведения ТО.
Например, в одном случае результаты анализов позволят произвести замену масла через 2500 моточасов, а не через 2000, что позволит сэкономить масло. В другом случае, когда эксплуатация проходит в условиях экстремальной запыленности воздуха, результаты анализа укажут на необходимость более ранней замены масла, что позволит сэкономить на ремонте или замене дорогостоящих агрегатов. При этом важно, что решение об увеличении или сокращении интервала между очередными ТО будет принято на основании объективной информации. Например, всем известная карьерная техника марки «Белаз» подвергается регулярному ТО через каждые 250 моточасов, при этом заменяется масло в двигателе. По имеющимся у нас данным, при проведении анализа масла специалистами, которые осуществляют фирменный сервис этой техники, интервалы замены масла могут быть увеличены до 300—350 моточасов без потери гарантии. Если таких машин у вас не две, а две сотни, то экономия получается существенная.
 Рис. 3. Мониторинг состояния масла
Рис. 3. Мониторинг состояния масла
Методики планового анализа смазочных материалов
Постоянный контроль (мониторинг) состояния и качества масел и рабочих жидкостей позволяет вовремя предпринять необходимые меры и предотвратить неожиданный выход систем машины из строя. Стоимость такого обслуживания зависит от частоты проведения соответствующих работ, количества проверяемых параметров и других факторов. Лаборатории, занимающиеся такими анализами, обычно предоставляют клиентам на выбор различные по стоимости программы техобслуживания.
Однако следует подчеркнуть, что обоснование для увеличения интервалов замены возможно только после тщательной технической экспертизы. Кроме результатов анализов, учитывается состав парка техники, режимы эксплуатации, качество топлива, требования и рекомендации производителей техники и т.д.
Некоторые ведущие мировые компании разработали технологии планового анализа смазочных материалов. Любой анализ включает в себя следующие виды диагностики:
- анализ состояния масла (выявляются потери смазочных свойств, содержание в масле продуктов сгорания — нагара, серы, сажи, продуктов окисления и нитратов);
- анализ износа (определяется тип и количество металлических частиц и продуктов износа);
- химический и физический анализ (определяется присутствие в масле посторонних жидкостей — воды, топлива, антифриза).
Подобные услуги оказывают и фирмы, производящие масла и эксплуатационные жидкости. Некоторые компании разработали специальные программы с поддержкой исследовательской лаборатории. При реализации данной программы каждое предприятие имеет возможность оптимизировать интервалы замены для различного оборудования, работающего в разных условиях, без разборки агрегата следить за его техническим состоянием и определять причину неисправностей (что особенно актуально в гарантийный период).
В российских условиях, при отсутствии разветвленной сети лабораторий, которые могли бы производить подобные анализы, потребителю остается придерживаться предписаний изготовителя оборудования в отношении периодичности и объемов технического обслуживания в зависимости от наработанных моточасов. Хотя есть примеры, когда предприятия организуют такую экспертизу у себя и даже проводят анализы «на сторону»
Смазочные материалы
Смазочные материалы широко применяются в современной технике с целью уменьшения трения в движущихся механизмах (двигатели, подшипники, редукторы, и т.д.), а также с целью уменьшения трения при механической обработке конструкционных и других материалов на станках (точение, фрезерование, шлифование и т.д.). В зависимости от назначения и условий работы смазочных материалов (смазок), они бывают твердыми (графит, дисульфид молибдена, йодид кадмия, диселенид вольфрама, нитрид бора гексагональный и т.д.), полутвердыми, полужидкими (расплавленные металлы, солидолы, консталины и др.), жидкими (автомобильные и другие машинные масла), газообразными (углекислый газ, азот, инертные газы).
- Виды и типы смазочных материалов.В зависимости от характеристик материалов кинематической пары для смазки могут быть использованы жидкие (например, минеральные, синтетические и полусинтетические масла) и твердые (фторопласт, графит, дисульфид молибдена) вещества.
По материалу основы смазки делятся на:- минеральные — в их основе лежат углеводороды, продукты переработки нефти;
- синтетические — получаются путем синтеза из органического и неорганического (например, силиконовые смазки) сырья;
- органические — имеют растительное происхождение (например, касторовое масло, пальмовое масло).
Смазки могут иметь комбинированную основу.
- КлассификацияВсе жидкие смазочные материалы делятся на классы по вязкости (классификация SAE для моторных и трансмиссионных масел, классификация ISO VG (viscosity grade) для индустриальных масел) и на группы по уровню эксплуатационных свойств (классификации API, ACEA для моторных и трансмиссионных масел, классификация ISO для индустриальных масел).
По агрегатному состоянию делятся на твердые, полутвердые, полужидкие, жидкие, газообразные.
По назначению:- моторные масла — применяемые в двигателях внутреннего сгорания;
- трансмиссионные и редукторные масла — применяемые в различных зубчатых передачах и коробках передач;
- гидравлические масла — применяемые в качестве рабочей жидкости в гидравлических системах;
- пищевые масла и жидкости — применяемые в оборудовании для производства пищи и упаковки, где возможен риск загрязнения продуктов смазывающим веществом;
- индустриальные масла (текстильные, для прокатных станов, закалочные, электроизоляционные, теплоносители и многие другие) — применяемые в самых разнообразных машинах и механизмах с целью смазывания, консервации, уплотнения, охлаждения, выноса отходов обработки и др.;
- электропроводящие смазки (пасты) — применяемые для защиты электрических контактов от коррозии и снижения переходного сопротивления контактов. Электропроводящие смазки изготавливаются консистентными;
- консистентные (пластичные) смазки — применяемые в тех узлах, в которых конструктивно невозможно применение жидких смазочных материалов.
Чистота — «залог здоровья» оборудования
Чистота — решающее условие безотказной работы многих систем (гидрооборудования, смазки, охлаждения и др.) современного оборудования.
Прежде чем устанавливать новые запчасти в случае выхода из строя какого-либо узла или детали, следует тщательно промыть всю систему — в противном случае новые детали прослужат еще меньше, чем старые. Обязательно необходимо время на промывку системы перед тем, как снова ввести ее в эксплуатацию, — это продлит срок службы оборудования.
Производители оборудования нередко устанавливают в гарантийных обязательствах допустимые уровни загрязнения системы, так что право на гарантийное обслуживание можно утратить из-за превышения обусловленного уровня загрязнения.
Часто грязь попадает в узлы именно при проведении смазки. При этом за смазку в процессе эксплуатации обычно отвечает непосредственно оператор этого оборудования, а не служба ТОиР, и у оператора просто не хватает знаний (а зачастую и мотивации) делать эту работу правильно.
 Рис. 4. Сравнение состояний двигателя при несоблюдении и соблюдении мер по очистке узлов перед заменой масла
Рис. 4. Сравнение состояний двигателя при несоблюдении и соблюдении мер по очистке узлов перед заменой масла
 Рис. 5. Специальные инструменты для смазки узлов
Рис. 5. Специальные инструменты для смазки узлов
 Рис. 6. Оборудование для смазки.
Рис. 6. Оборудование для смазки.
Системы смазки
Для подачи смазочного материала, его распределения в механизме и грамотного дозирования в узлы трения используются системы смазывания различного типа. Смазочные системы бывают централизованные и индивидуальные. Кроме этого, они делятся по типу подаваемой смазки (пластичная, жидкостная, аэрозольная, смешанная); по типу привода нагнетания (ручная, с электроприводом, с пневмоприводом, с гидроприводом); по типу управления (ручная, автоматическая, полуавтоматическая); по типу подключения (одноотводная, последовательная, линейная, многолинейная, комбинированная); по типу действия (непрерывная, периодическая). Весь перечень существующих систем стандартизирован и приведен в ГОСТе 20765-87.
Современные смазочные системы позволяют контролировать процесс смазки оборудования, своевременно обеспечивать трущиеся поверхности необходимым количеством смазочного материала и предотвращать простои производства, которые могут быть вызваны неисправностью машин.
Преимущества централизованной автоматической смазки очевидны:
- снижение производственных потерь и остановок, которые могут быть вызваны человеческим фактором;
- уменьшение затрат на смазку благодаря точному дозированию материала;
- снижение затрат на ремонтные работы;
- увеличение производительности;
- исключение риска избыточной смазки;
- исключение возможности загрязнения смазки;
- безопасные условия работы персонала.
 Рис. 7. Сравнение ручной и автоматической смазки узлов
Рис. 7. Сравнение ручной и автоматической смазки узлов
У ряда производителей оборудования система централизованной смазки входит в стандартную комплектацию поставки. Некоторые реализуют более дешевое конструктивное решение: смазка не автоматизирована, но точки смазки централизованы, собраны в компактные блоки и расположены в легкодоступных местах.
Интервалы обновления консистентной (пластичной) смазки увеличены до 50 рабочих часов (вместо общепринятых ежедневных), что обусловлено применением высокопрочных хромированных деталей в шарнирных сочленениях машин и наличием достаточного объема смазки.
Фильтрация
Не стоит считать, что фильтр в какой-либо системе машины действует как «таблетка от всех болезней». Это изделие не предназначено для очистки сильно загрязненных масел, жидкостей и воздуха, содержащих, например, опилки металла, мелкие камешки, песок и многие другие инородные частицы, которые могут попасть в систему.
Очень грязные масло, жидкость и воздух так и останутся грязными даже после прохождения через фильтр. Чтобы надежно очистить систему, ее следует полностью промыть, а масло или жидкость перед заправкой в систему — идеально отфильтровать через дополнительный внешний фильтр. Недостатком использования дополнительного выносного фильтра является то, что эта процедура занимает значительное время.
Имеются разработки фильтров модульной конструкции, которые можно использовать в оборудовании любого типоразмера — от самых маленьких до огромных промышленных гигантов, набирая из типовых модулей фильтр нужного объема. Это очень удобно для использования в парке разнообразного оборудования.
В системе охлаждения оборудования многих западных производителей серийно устанавливается фильтр охлаждающей жидкости. Данный фильтр содержит, кроме фильтрующего элемента, также присадки-ингибиторы, которые постепенно, по мере эксплуатации, растворяются в охлаждающей жидкости, поддерживая определенный химический состав жидкости.
Одна из новинок фильтрации — очистка гидравлической жидкости с применением уникального так называемого «нефронового» фильтра, который способен задерживать инородные частицы величиной более 1,5 микрон.
Также фильтра могут дополнительно оснащаться магнитной штангой для улавливания продуктов износа и тем самым для дополнительной защиты основного гидрофильтра. Так как магнитная штанга легко извлекается из гидрофильтра, то рекомендуется ее вынимать и протирать ветошью с периодичностью хотя бы раз в месяц. При регулярном проведении данной процедуры по состоянию осадка на магнитной штанге можно судить об интенсивности процессов износа в гидросистеме и делать выводы о целесообразности более ранней замены фильтров и масла.
Таким образом, дальнейшая судьба оборудования во многом зависит от уровня организации ведения смазочного хозяйства на предприятии. Если смазочное хозяйство находится в запущенном состоянии, нередко сокращается объем использования смазочных материалов, что приводит к чрезмерно длительной работе в узлах трения, потере свойств, и следовательно — к увеличению износа, преждевременному выходу из строя агрегатов, повышению затрат на ремонт.
Для предприятий, имеющих отлаженную систему ведения смазочного хозяйства, снижение расходов смазочных материалов возможно за счет проведения смены масел и смазок по их фактическому состоянию (график отбора проб, лабораторный анализ), применения современной заправочной аппаратуры. Использование новых, более качественных масел и пластичных смазок позволяет увеличить периодичность проведения смазочных работ в несколько раз. Совершенствование раздающей аппаратуры, систем фильтрации, применение систем очистки и регенерации, использование современных автоматических систем также сокращает потери смазочных материалов. Потери растут и при использовании в качестве тары случайных предметов (ведра, банки и т.д.).
Квалификация и обеспеченность картами смазки рабочего персонала также с положительной стороны влияет на поддержание оборудования в технически исправном состоянии.
 Рис. 8. Фильтрующие устройства
Рис. 8. Фильтрующие устройства