Восстановление обмоточных эмаль проводов.
Восстановление обмоточных эмаль проводов. Важный резерв ремонтного производства — восстановление обмоточных проводов, извлеченных из электродвигателей. При ремонте электродвигателей старых серий их провода после ряда подготовительных операций покрывали изоляцией в виде хлопчатобумажной оплетки. Обмотки электродвигателей новых серий выполнены проводами с эмалевой изоляцией.
Технологический процесс восстановления обмоточного эмаль провода состоит из следующих операций: извлечения секций обмоточного провода из пазов статора электродвигателя, сварки отрезков проводов, волочения и очистки, отжига, эмалирования и сушки.
Для выполнения операции по извлечению провода из электродвигателя разработано несколько способов. Наиболее распространен термический способ, при котором разрушение изоляции достигается ее нагревом (обжигом). Однако в обжиговой печи трудно обеспечить равномерное тепловое поле, а местные перегревы могут вызвать возгорание изоляции обмоток. Такие очаги интенсивного нагрева приводят к ухудшению структуры обмоточной меди и к снижению ее механических и электрических показателей. Исключение некоторых из перечисленных недостатков нагрева в обжиговой печи достигается при индукционном нагреве и при нагреве в расплавах солей.
Для обмоток с диаметром провода менее 1 мм разрушение изоляции вызывают последовательным циклом окунания статора на 5 мин в ванны (с расплавом солей, холодной водой, кислотным раствором) и нейтрализации в горячей воде.
Положительные результаты получаются при использовании ультразвуковой обработки в жидкости с примесью абразивных частиц. Кавитационное ультразвуковое воздействие в этом случае разрушает старую изоляцию и одновременно вызывает сопутствующие процессы, облегчающие последующее извлечение провода из пазов статора.
Для выполнения операции сращивания концов проволоки применяют сварку и пайку, эффективно также применение ультразвуковой сварки. После сварки и обработки мест стыковки (например, опрессовкой) провод подвергают волочению для калибрования его сечения. Для снятия наклепа после волочения и получения однородной структуры меди проволоку отжигают в вакуумной печи (светлый отжиг).
Перед нанесением эмалевого покрытия поверхность проволоки очищают от остатков сгоревшего лака и других возможных загрязнений. Такая очистка может быть выполнена, в частности, обработкой струей воздуха с абразивной пылью. Применяют также химическую и тепловую очистку. Эмалирование проволоки — нанесение на ее поверхность жидкого эмаль-лака ВЛ-903 или ВЛ-931 с последующей тепловой обработкой в печи — выполняют чаще всего по технологии, применяемой при изготовлении эмаль проводов.
Восстанавливают обмоточные провода на поточно-механизированных линиях, которые созданы на ремонтных предприятиях с использованием различных вариантов технологического оборудования и соответствующей модификацией технологии выполнения основных и вспомогательных операций.
Как обновить эмаль на проводе автотрансформатора
Восстановление обмоточных эмаль проводов. Важный резерв ремонтного производства — восстановление обмоточных проводов, извлеченных из электродвигателей. При ремонте электродвигателей старых серий их провода после ряда подготовительных операций покрывали изоляцией в виде хлопчатобумажной оплетки. Обмотки электродвигателей новых серий выполнены проводами с эмалевой изоляцией.
Технологический процесс восстановления обмоточного эмаль провода состоит из следующих операций: извлечения секций обмоточного провода из пазов статора электродвигателя, сварки отрезков проводов, волочения и очистки, отжига, эмалирования и сушки.
Для выполнения операции по извлечению провода из электродвигателя разработано несколько способов. Наиболее распространен термический способ, при котором разрушение изоляции достигается ее нагревом (обжигом). Однако в обжиговой печи трудно обеспечить равномерное тепловое поле, а местные перегревы могут вызвать возгорание изоляции обмоток. Такие очаги интенсивного нагрева приводят к ухудшению структуры обмоточной меди и к снижению ее механических и электрических показателей. Исключение некоторых из перечисленных недостатков нагрева в обжиговой печи достигается при индукционном нагреве и при нагреве в расплавах солей.
Для обмоток с диаметром провода менее 1 мм разрушение изоляции вызывают последовательным циклом окунания статора на 5 мин в ванны (с расплавом солей, холодной водой, кислотным раствором) и нейтрализации в горячей воде.
Положительные результаты получаются при использовании ультразвуковой обработки в жидкости с примесью абразивных частиц. Кавитационное ультразвуковое воздействие в этом случае разрушает старую изоляцию и одновременно вызывает сопутствующие процессы, облегчающие последующее извлечение провода из пазов статора.
Для выполнения операции сращивания концов проволоки применяют сварку и пайку, эффективно также применение ультразвуковой сварки. После сварки и обработки мест стыковки (например, опрессовкой) провод подвергают волочению для калибрования его сечения. Для снятия наклепа после волочения и получения однородной структуры меди проволоку отжигают в вакуумной печи (светлый отжиг).
Перед нанесением эмалевого покрытия поверхность проволоки очищают от остатков сгоревшего лака и других возможных загрязнений. Такая очистка может быть выполнена, в частности, обработкой струей воздуха с абразивной пылью. Применяют также химическую и тепловую очистку. Эмалирование проволоки — нанесение на ее поверхность жидкого эмаль-лака ВЛ-903 или ВЛ-931 с последующей тепловой обработкой в печи — выполняют чаще всего по технологии, применяемой при изготовлении эмаль проводов.
Восстанавливают обмоточные провода на поточно-механизированных линиях, которые созданы на ремонтных предприятиях с использованием различных вариантов технологического оборудования и соответствующей модификацией технологии выполнения основных и вспомогательных операций.
Как обновить эмаль на проводе автотрансформатора
Самой оптимальной технологической схемой восстановления обмоточного провода является способ, при котором старую обмотку передают с участка разборки на участок восстановления, после прохождения всех восстановительных операций и соответствующего контроля отправляют на материальный склад предприятия, а оттуда в цех на общих основаниях наряду с другими обмоточными проводами.
Ввиду сложности работы не подлежат восстановлению алюминиевые обмоточные провода и медные провода диаметром менее 0,8 мм длиной менее 2 м с поверхностью, поврежденной настолько, что нельзя использовать провод после калибровки на меньший диаметр.
Старые обмоточные провода восстанавливают проводами марок ПБД и ПВО, в то время как на новых машинах применяют провода марок ПЭЛБО, ПЭВ, ПЭТВ и др., которые по диаметру (с учетом изоляции) тоньше ПБД и ПВО и не подлежат восстановлению в связи с явной экономической нецелесообразностью. Поэтому основной проблемой при перемотке статоров и роторов проводами марок ПБД и ПВО является правильное размещение в пазах машины того же количества витков провода, которое было в новой машине при проводах марок ПЭЛБО и ПЭВ, т.е. сохранение прежней мощности машины.
Технологический процесс восстановления обмоток содержит следующие операции; удаление старого обмоточного провода из пазов машины и старой изоляции, отжиг и намотка провода на катушки.
Удаление старого обмоточного провода из пазов машины и сортировка проводов. Старый обгоревший провод путем отжига в специальных электропечах очищают от запекшегося лака, куда статоры или роторы помещают на 10 — 11 ч. Лак при температуре 270 — 300 °С размягчается и вытекает, а часть изоляции выгорает, после чего провод легко вынимают из пазов. Остатки лака и пряжи, сгорая, предохраняют провод от чрезмерного окисления. Отжиг производится в электрической печи, в которой можно достаточно точно поддерживать требуемую температуру и получать равномерный нагрев всего провода. При тщательном внешнем осмотре устанавливают отклонение размеров и формы провода от первоначальных, затем провод сортируют по диаметру, сечению и длине.
В машинах с миканитовой изоляцией (при открытых пазах) для удаления секции обмотки последние прогревают до температуры 70 — 80 °С током или в печи. Затем удаляют клинья и поднимают секции обмоток, загоняя тонкий стальной клин между нижней и верхней секциями и между секцией и дном паза. Для удаления всыпной обмотки в зависимости от сорта пропиточного лака прибегают либо к нагреву до 70 -— 80 °С (если применяют битумные лаки), либо к выжиганию лака при высокой температуре (если применяют смоляные цементирующие лаки). Чтобы предохранить медь от окисления, отжиг производят без доступа воздуха. После отжига провод удаляют через прорезь лаза.
Удаление старой изоляции путем отжига, рихтовки и сварки проводов. Провода диаметром более 1,5 мм отжигают при температуре 550 — 600 °С, диаметром 1 — 1,5 мм — 300 °С и менее 1 мм — 250 °С. При температуре ниже 250 °С изоляция сгорает не полностью, а выше 600 °С может произойти пережог и значительное окисление (окалина) провода.
После отжига для окончательного удаления остатков старой изоляции провод подвергают травлению в подогретом до 50 °С водном растворе серной кислоты (4 — 5 %-ном) в течение 5 — 10 мин, затем промывают в проточной холодной воде. Остатки серной кислоты нейтрализуют погружением в однопроцентный раствор мыла, нагретый до температуры 60 — 70 °С. Нейтрализация длится 15 — 25 мин, потом провод сушат.
При очистке обмоток от изоляции с повышенной нагрево- стойкостью (стеклянной и асбестовой) описанный способ удаления изоляции неприменим. Для того чтобы расплавить стеклянную изоляцию, необходимо довести температуру ее пережога до значения, намного превышающего температуру пережога и окисления проводника. Стеклянная изоляция не поддается и химическому воздействию. Поэтому ее удаляют с помощью наждачной бумаги и ножа, предварительно нагревая провод с целью расплавления лака, которым покрыт проводник.
Рихтуют и сваривают провода на плавильном станке. Концы отрихтованного и отсортированного голого медного провода сваривают между собой встык специальными электросварочными аппаратами. Затем провод наматывают на катушку и подают на волочильный станок. В процессе волочения провод перетягивают на меньший диаметр — это одна из основных операций при восстановлении проводов с нарушенными габаритными параметрами: местными утолщениями, вмятинами и царапинами на наружной поверхности и овальным сечением. Если перечисленные дефекты отсутствуют, то волочение может быть исключено и провод калибруют — пропускают через калибр, соответствующий диаметру и сечению провода. Это требование обязательно, так как нельзя быть уверенным, что на всем своем протяжении провод не имеет никаких дефектов.
Отжиг и намотка провода на катушки. В процессе волочения и калибровки медная проволока приобретает наклеп и становится твердотянутой (под влиянием больших температур медь также теряет свои пластические свойства). Для обмотки электродвигателей такая проволока непригодна и ее отжигают в печи без доступа воздуха для предотвращения окисления.
Процесс отжига в зависимости от диаметра проводника осуществляется при температуре 400—500 °С в течение 30 — 50 мин. В случае отжига в окисляющей атмосфере окись и закись меди удаляют с поверхности протравливанием в ванне с 5 %-ным раствором серной кислоты при температуре 30 — 40 °С в течение 5 — 10 мин, а затем нейтрализуют в 1 %-ном мыльном растворе при температуре 60 —70 °С в течение 10 — 20 мин.
После сушки проволоку наматывают на катушки. При выполнении обмоточных работ приходится не только наносить изоляцию на провода, но и снимать ее в местах соединений. Однако у проводов с высокопрочной эмалевой изоляцией это довольно трудно. Обычно для этой цели используют специальные станки, в которых изоляция снимается с проводов вращающимися проволочными щетками. Для удаления пыли станки оборудуются вытяжной вентиляцией.
Технология изолирования при восстановлении изоляции обмоточных проводов
Обмотки электрических машин и трансформаторов в основном изготовляют из медных обмоточных проводов, которые являются весьма дефицитным материалом. Поэтому при ремонте обмоток электрических машин медные обмоточные провода поврежденных обмоток используют повторно. Для этого обмотку разбирают, извлекая из пазов сердечника статора, фазного ротора или якоря коллекторной машины.
Разборка обмоток, размещенных в открытых пазах, состоит из выбивания пазовых клиньев, распайки соединений между катушками и подъема катушек из пазов. Если катушки туго сидят в пазах, их поднимают, забивая текстолитовые клинья сначала между верхними и нижними катушками, а затем между нижней катушкой и дном паза.
Разборка обмоток статоров, роторов и якорей с полуоткрытыми и полузакрытыми пазами затрудняется тем, что катушки прочно склеены со стенками паза и между собой пропиточным лаком. Для облегчения размотки статора, ротора или якоря их нагревают до температуры 350 °С, выжигая изоляцию. Допускается также пропускание через обмотку электрического тока низкого напряжения (40 — 60 В) при нагревании ее до выгорания изоляции и нарушения сцепления между витками. Кроме того, извлекают обмотки путем погружения статора, ротора или якоря на 8 — 12 ч в водный 3 %-ный раствор кальцинированной соды, нагретый до 80 — 100 °С. При этом лак разрушается и обмотка легко выходит из пазов.
Обмотку, уложенную в электрическую машину со статором, ротором или якорем, имеющую закрытые пазы, демонтируют путем ее разматывания.
Чтобы удалить старую изоляцию, демонтированную обмотку чаще всего обжигают в печи при температуре 450 — 500 °С. Температурный режим обжига следует строго контролировать, так как при более низкой температуре усложняется в дальнейшем удаление необожженной изоляции, а при недопустимом повышении температуры происходит пережог провода, что приводит к изменению структуры металла и резкому ухудшению его электрических и механических свойств.
Обожженную горячую обмотку промывают в воде температурой 60 — 70 °С, полностью очищая от истлевшей в печи изоляции. Затем провод рихтуют, протягивая между двумя сжатыми деревянными плашками, и изолируют на специальном станке.
В ремонтной практике восстановление изоляции обмоточного провода поврежденных обмоток осуществляется преимущественно с помощью приспособлений, пристраиваемых к обычному токарному станку.
В качестве изолирующих материалов обмоточных проводов трансформаторов зачастую применяют бумажную ленту, кабельную или телефонную бумагу толщиной 0,05 — 0,12, шириной 15 — 25 мм, спиралью навиваемую на провод с перекрытием на 1/3 или 1/2 (полуперекрытием) ширины ленты. Тонкую бумагу (0,05 — 0,07 мм) накладывают на провод в два или три слоя, причем нижний слой навивают встык, а верхний — с перекрытием на 1/2 ширины ленты. Полосы изолирующей бумажной ленты склеивают друг с другом и на концах оплетенного провода бакелитовым лаком.
При необходимости получения изолированного провода большой длины, например при изготовлении непрерывной обмотки, отдельные куски обожженного провода предварительно сваривают встык, а затем участок соединения обрабатывают (опиливают), устраняя образовавшееся на стыке утолщение.
19.3. Намотка изоляции на провода
После снятия изоляции и очистки старых обмоточных проводов производят намотку на них изоляции. Недостающие провода обычно заменяют проводами марки ПБД.
Провод ПБД имеет двойную хлопчатобумажную изоляцию. Подготовка пряжи и ее наложение на провод являются очень ответственными операциями. Толщина изоляции провода зависит от его диаметра. Проще всего восстанавливать следующие обмотки:
- провода марок ПБО — медная жила, изолированная одним слоем обмотки из хлопчатобумажной пряжи. Провода этой марки используют лишь при ремонте катушек возбуждения;
- провода марок ПБД — медная жила, изолированная двумя слоями обмотки из хлопчатобумажной пряжи. Провода этой марки применяют как основной обмоточный провод, особенно для обмоток, имеющих крутые изгибы. Изоляция на таких проводах реже раскрывается при изгибах благодаря тому, что ее два слоя намотаны в разные стороны. Кроме того, провод марки ПБД применяют при значительной разнице потенциалов между витками катушек.
Выбор номера пряжи и технологии оплетки проводов. Хлопчатобумажную пряжу для обмотки проводов выбирают по табл. 1.
Номера пряжи, приведенные в табл. 1, определяют толщину обмоточной нити: цифра номера равна числу метров нити в одном грамме пряжи. Пряжу, начиная от № 100 и выше, изготовляют из длинноволокнистого хлопка. Для улучшения электрических качеств пряжу промывают. Обычные для текстильного производства номера пряжи (40, 50, 60) дают толстую изоляцию, применение которой может стать причиной снижения мощности двигателя из-за ухудшения коэффициента заполнения пазов.
Таблица 1
Номера хлопчатобумажной пряжи для обмоток проводов
3. Восстановление обмоточного провода.
Демонтируется обмотка, после демонтажа обмотку статоров и роторов отжигают, охлаждают, очищают от старой изоляции. Через фильтры протягивается отожженный провод и ему придается определенный диаметр. После протягивания – отжиг и охлаждение холодной водой. После чего буфты провода устанавливаются на оплеточные станки.
7.2. СПОСОБЫ И ТЕХНОЛОГИЯ ЭМАЛИРОВАНИЯ
Эмалирование проволоки представляет собой нане сение жидкого лака на поверхность проволоки с после дующей тепловой обработкой в эмаль-печи, в результате которой образуется изоляционное покрытие. Качество образующегося изоляционного покрытия зависит от фи зико-химических свойств лака, качества поверхности
эмалйруемой проболокй й правильности режимов нало жения лака на проволоку и последующей тепловой его обработки.
Основные способы эмалирования проволоки следую щие:
а) эмалирование п о г р у ж е н и е м , когда в ванну с лаком погружаются направляющие проволоку ролики
и проволока, покрытая
лаком, поступает в эмаль-печь;
п о м о щ ь ю ф е т р о в ы х об
жимов, когда лак
наносится на проволоку вращаю
щимся валиком или погружением, а фетровые обжимы
выполняют роль калибрующих
с п о м о щ ь ю
м е т а л л и ч е
к а л и б р о в ,
так же, как и в предыдущем случае, но излишки лака с проволоки снимаются металлическими калибрами с твердосплавными вставками;
г) эмалирование с п о м о щ ь ю ф и т и л е й , когда проволока касается фитиля, смоченного лаком, в резуль тате чего на нее наносится покрытие. Иногда применяет ся комбинированный способ наложения лака на проволо ку малых диаметров, при котором после фитилей уста навливают фетровые обжимы;
д) эмалирование б е з п р и м е н е н и я р а с т в о р и т е л е й , когда покрытие на проволоку наносится из расплава смолы, которая в горячем состоянии имеет ма лую вязкость, с последующим снятием излишков поли мерного покрытия с помощью металлических калибров.
Кроме того, возможно электростатическое нанесение на проволоку изоляционного покрытия из порошкообраз ных полимеров с последующей тепловой обработкой с целью оплавления и проведения последующих операций полимеризации или поликонденсации. Покрытия могут наноситься на проволоку также электрофоретическим пу тем из водных суспензий электроизоляционных материа лов. Последний метод особенно интересен для получения жаростойкой стеклоэмалевой или керамической изоля ции, причем толщина покрытия в этом случае плавно регулируется изменением тока при электрофорезе.
Оригинальным методом нанесения лака, представляю щим собой разновидность метода наложения с помощью калибров, является метод с использованием газового ка либра, предложено в ВНР. В сопло, образуемое вокруг
эмалируемой проволоки, подается сжатый воздух, уда ляющий излишки лака. Сжатый воздух, подаваемый от компрессора, должен быть сухим, без примесей масла. Давление воздуха непосредственно после компрессора 0,59 Па, далее стоят редукторы. Расход воздуха на каж
дый калибр составляет 5—6 м3/ч.
Рассмотрим основные способы
только для таких
масляные лаки. Кроме того,
достаточное количество лаковой ос
масляные лаки заменяются синтети
ческими и применение способа эма-
тверстие жирования погружением все в боль
тике довольно редко. При эмалиро
такой способ наложения лака не
обеспечивает равномерности толщи
ны покрытия. Это объясняется тем,
что усилие обжатия фетровыми об
жимами проволоки, покрытой слоем
жидкого лака, по ее периметру раз
лично. Однако для
Рис. 7.18. Эмалирова
эмаль-агрегатов метод эмалирова
ние проволоки погру
ния с помощью замшевых обжимов
сти, используется для эмаль-агрега тов типов ЭТ-2 и ЭТ-8. Устройство для наложения лака на проволоку, применяемое на эмаль-агрегате типа ЭТ-2, показано на рис. 7.19. Толщина слоя жидкого лака в этом случае зависит от таких свойств применяемого мягкого материала (замша, драп), как ворсистость, плотность и диаметр элементарных волокон. Для на илучших смачивания поверхности проволоки лаком и растекания лака то поверхности, а также максимальной адгезии после тепловой обработки -покрытия в эмаль-
Рис. 7.19. Устройство для наложения лака на проволоку эмальагрегата типа ЭТ-2.
подвода лака; 2 — два слоя замши; 3 — эмалируемая проволока;
печи необходимо использование лака с минимальным по верхностным натяжением и ‘проволоки с предваритель но обезжиренной поверхностью, имеющей в то же время микрошероховатости. При нанесении на тонкую ‘проволо ку лакового покрытия с помощью мягких обжимов на поверхности эмалевой изоляции может наблюдаться по явление местных утолщений, расположенных примерно
на одинаковом расстоянии друг от друга
шероховатость. Возникновение шероховато
сти связано с деформацией жидкого слоя
лака на проволоке, распадением его на
слоя для различных лаков колеблется в
пределах от 0,02 до 0,19 с. Чем больше
время деформации при прочих равных
условиях, тем более технологичен лак.
Время деформации зависит от типа лака,
его вязкости, толщины слоя
бом эмалирования в отечественной прак
тике является эмалирование с помощью
собой металлическую оправку с каналом,
в котором располагается вставка из твер
дого сплава с калибрующим отверстием
щихся на различных кабельных заводах,
Отверстия в твердосплавных вставка*
полируются и доводятся до
требуемого размера на шлифовально-полировочных станках, а сборка калибров и закрепление в них встав ки производятся в фильерных мастерских. Для того что бы проверить диаметр калибрующего отверстия, через калибр протягивают проволоку и затем измеряют ее диа метр. Основные недостатки калибров, которые должны
Рис. 7.21. Конструкция калибров, применяющихся на отечественных кабельных заводах.
устраняться в процессе эксплуатации на кабельных за водах, связаны с неоптимальностыо формы калибру)0′ щего отверстия, быстрым его разрабатыванием, подте канием лака при эмалировании между вставкой и опра0кой. Эти недостатки могут привести к неравномерности и нестабильности толщины слоя наносимого лака, поЯв» лению шероховатости, так называемой «корявости», Р0’ верхности провода.
Калибры оптимальной конструкции для эмалироНа» ния проволоки доказаны на рис. 7.22. Характерными особенностями этих калибров являются коническая ф°Р» ма канала, прессовая посадка вставки в оправу, меРь» шие габаритные размеры вставки. Отверстия в рассм^т» риваемых калибрах имеют жесткие допуски на диамеТРКроме того, конструкция калибра предусматривает п^Р’ пендикулярность оси канала опорным плоскостям. Ка» либры оптимальной конструкции повышают качесТ00 эмалированных проводов и производительность труД3» уменьшают отходы проволоки и лака, требуют мень^е пресс-порошка для получения твердосплавных встав°к* Срок службы калибров увеличивается.
Для эмалирования прямоугольной проволоки также применяется метод нанесения лака с помощью калибров. Применяются калибры двух типов: разъемные и неразъ емные. Неразъемные металлические калибры имеют стальные вставки, допускающие легкую подгонку под размеры эмалируемой проволоки. В ряде зарубежных
Рис. 7.22. Калибр для эмали рования проволоки диаметром 0,10—0,20 мм.
а — калибр в собранном виде; б — заготовка из твердого сплава (неперпендикуляркость оси калибра относительно плоскостей А не бо лее 0,02 мм).
Рис. 7.23. Калибры для эмали рования прямоугольной прово локи фирмы «Сикме» (Ита лия).
эмаль-агрегатов используются разъемные калибры с применением двух пружин (рис. 7.23). В них направляю щие калибры прижимаются к эмалируемой проволоке с усилием, задаваемым натяжением пружин, охватываю щих калибр с наружной стороны.
Недостатки существующих способов эмалирования определяются самой сущностью процесса эмалирования, связанного с применением токсичных и дорогостоящих лаков, большой трудоемкостью процесса, необходимо стью круглосуточной работы эмаль-агрегатов и их боль шими габаритами. Поэтому в последние годы интенсив но ведутся поиски новых принципов получения на про волоке тонкослойной изоляции, отвечающей современ-
ным требованиям [2]. Известны попытки использовать метод электроосаждения изоляции на движущуюся про волоку из водных растворов анионных смол, метод от верждения жидких покрытий под действием ультрафио летовых лучей, вихревой метод нанесения изоляции из
Интересный метод электростатического нанесения на проволоку порошковых материалов в псевдоожиженном слое> предложен—в—[-3]. Схема наложения изоляции по казана на рис; 7.24. Устройство для нанесения изоляции
Рис. 7.24. Схема нанесения поли мерного покрытия электростатиче ским методом.
/ — про волока; 2 — облако заряженно го порошка; 3 — псевдоожиженный за ряженный порошок; 4 — пористая кера
мическая пластина; 5 — нагнетательная камера; 6 — подача воздуха; 7 — пода на пысокого напряжения (постоянный
ток); 8 — заряжающие электроды; 9 — экран контроля нанесения покрытия.
электростатическим методом состоит из двух камер с псевдоожиженным порошком, располагающихся симмет рично относительно провода. Электроды устройства на ходятся под высоким напряжением, в результате чего частицы порошка заряжаются и притягиваются к прово локе. Для обеспечения стабильности толщины изоляции, наложенной электростатическим методом, необходимо плавно изменять напряжение на электродах.
Технологические режимы эмалирования определяют ся характеристиками применяемого лака, числом ‘покры тий лаком проволоки, скоростью эмалирования и темпе ратурой в эмаль-лечи, а вернее, ее температурной кри вой. Это параметры, как правило, регламентируются в технологических стандартах и являются общими для оп ределенных типов эмаль-агрегатов.
Типовой технологией эмалирования для определенных типов проводов прежде всего оговаривается необходи мая вязкость лака и обязательность ее периодического контроля в процессе работы. Лак перед эмалированием желательно подвергать фильтрации, при этом фильтрую320
щие элементы должны, например, иметь следующий раз мер ячеек:
проводов диаметром 0,10—0,19 мм
Перед эмалированием на эмаль-агрегатах старой се рии синтетические лаки должны доводиться до рабочей вязкости, указанной в табл. 7.1. Лак ВЛ-931, или винифлекс, изготовляется на поливинилформальэтилалевой основе; лак ВЛ-941, или метальвин, относится к группе поливинилформалевых лаков. Лаки ПЭ-943, ПЭ-939, «Теребек F-35» являются полиэтилентерефталатными лака ми, на практике их обычно называют полиэфирными. Следует отметить, что измерение вязкости вискозимет ром ВЗ-4 производится при 25°С, вискозиметром ВЗ-1 — при 20°С. Необходимо также напомнить, что раствори тель РВЛ представляет собой смесь хлорбензола и этилцеллозольва в соотношении 1 1.
В типовых технологических режимах должны также указываться маршруты калибров и число проходов про волоки через ванну с лаком, определяющих толщину наносимого покрытия. Стабильность толщины изоляции провода является важнейшим фактором, определяющим уровень и однородность его электрических и механиче ских характеристик.
Так как простой интенсификацией нагрева не удает ся повысить скорость эмалирования, то естественно предположить, что эта скорость зависит также от коли чества лака, нанесенного на проволоку за один проход, т. е. толщины покрытия. Толщина покрытия за каждый проход определяет допустимую скорость физико-хими ческих процессов превращений жидкого лака в твердую эмаль, причем естественно, что для лаков различной при роды эта скорость будет различна. В частности, для нолиимидного лака процессы образования эмалевой плен ки при тепловой обработке в печи протекают медленнее, чем для лака на основе полиуретанов.
Для масляных лаков, при эмалировании которыми применяется метод погружения или фитильный метод, оптимальное число погружений проволоки в лаковую ван ну было определено опытным путем. Для агрегата тина М-24 число проходов при эмалировании масляными ла ка составляет три-четыре; на агрегатах типа С-24 и Б-30 проволока эмалируется масляными лаками за четыре
Рабочая вязкость синтетических лаков при изготовлении проводов на эмаль-агрегатах М-24, С-24, Б-30
Лак не разводится
Лак не разводится
ПЭ-943Б, .Теребек F-35“,
Трикрезол* и соль
вент в отношенш
ПЭ-942Б, .Теребек F-35“,
ПЭ-943Б, .Теребек F-35-,
прохода.^ Аналогичным путем подбирается также число покрытий ^ при эмалировании синтетическими лаками тончайшей проволоки на агрегатах типов ЭТ-2 и ЭТ-8. Например, при эмалировании проволоки диаметром 0,02—0,05 мм лаком ВЛ-931 (винифлекс) с применени ем замшевых или фетровых обжимов число проходов со ставляет семь — девять.
В случае применения калибров для наложения лака на проволоку появляется возможность рассчитать опти мальные м а р ш р у т ы к а л и б р о в и связанные с ни ми скорости эмалирования [4] (калибры должны иметь диаметры, постепенно увеличивающиеся на толщину ла ка).
Соотношение между необходимым временем пленкообразования х и удвоенной толщиной пленки б, наклады ваемой за каждый проход, для синтетических лаков мо
жет быть выражено следующей
где т — выражено в минутах; б — в микрометрах;
6 — постоянные коэффициенты,
ный тип провода.
Например, при эмалировании медной проволоки ла ком ВЛ-931 или ВЛ-941 А=0,0026, 6=2,1; при примене нии этих же лаков для эмалирования алюминиевой про волоки А=0,0019, 6=2,1. Для медной проволоки « изо ляцией на основе полиэтилентерефталатных лаков А = =0,0031, 6=2,1. Изменение рецептуры лака даже одного и того же типа может вызвать изменение значений ко эффициентов Л и 6 и, следовательно, привести к необхо
корректировки маршрутов калибров.
^доп, м/’мин, а высота печи Я, м,
можно представить в азиде
Из выражения (7.2) видно, что допустимая скорость эмалирования в значительной степени зависит от тол щины покрытия, наносимого за каждый проход. Естест венно, что скорость образования эмалевой пленки из жидкого лака зависит как от скорости испарения раство рителя, так и от скорости реакции пленкообразования, которые учтены в формуле (7.2) соответствующими зна чениями коэффициентов А и 6.
Ёсли учесть, что общая удвоенная толщина изоля ции А, обычно обозначаемая в стандартах .как D — d, свя зана с числом проходов i простой зависимостью A = ib, то при эмалировании медной проволоки лаком ВЛ-931 выражение (7.2) можно представить так:
Таким образом, скорость эмалирования возрастает с увеличением числа проходов. Следовательно, тенден ция к уменьшению числа проходов, долгое время суще ствовавшая в отечественном производстве эмалирован ных проводов, являлась неправильной. Ясно, конечно, что повышенная скорость эмалирования может быть реа лизована только при наличии совершенного технологи ческого оборудования с соответствующими .кинематикой, мощностями эмаль-печи и печи отжига и т. п.
В связи с тем, что при нормально работающей эмальпечи все проходы эмалируемой проволоки находятся практически в одинаковых условиях, для достижения одинаковой термообработки эмаль-пленки при каждом проходе необходимо за каждый проход накладывать пленку строго одинаковой толщины. Это является осно вой расчетов оптимальных маршрутов калибров. Если за один из проходов на проволоку накладывается пленка, имеющая толщину 6 ,^,*, большую чем 6 ср= Д //, то общая скорость эмалирования будет определяться временем, необходимым для тепловой обработки пленки макси мальной толщины, т. е. она будет ниже возможной опти мальной скорости. Обозначим толщины изоляции прово да, накладываемой за один проход, 6 Ь 62 , . б,-, где i — число проходов проволоки через лак. Очевидно, что в том случае, если эти величины различны, имеется возмож ность увеличения скорости эмалирования путем их изме нения. Для этого необходимо использовать такой мар шрут калибров, при котором 6i=62= . =6*. При этом достигаемая скорость эмалирования будет определяться величиной бДбг, . 6*), которая меньше максимальной, толщины изоляции при первоначальном маршруте ка либров. На термообработку более тонкого слоя лака при сохранении теплового режима печи требуется меньше вре мени, т. е. .можно увеличить скорость эмалирования.
Зачистка эмальпровода. Как?
Зачистка от pagego.ru
Доброго времени суток. Нуждаюсь в вашей помощи по удалению страницы pagego.ru из браузеров Gооglе.
Зачистка хлама из памяти
Доброго времени суток. Стал интересен такой вопрос — как или даже правильнее будет спросить чем.
Зачистка ноутбука перед продажей
Здравствуйте, форумчане! Нужно продать старый ноутбук Леново — на нем много личной информации.
 Полная зачистка DOM при исполнении кода
Полная зачистка DOM при исполнении кода
вот сайт http://bano.example87.ru/ но при нажатии на ячейки цвета корицы вообще получается белый.
Сообщение от somyo_3
Да огнём я закосячил.. Перегрел и у меня пара жил обломалась( Надо было аккуратней.
Просто я частенько подобного рода вещи мотаю.. Думал, может есть какие-то неизвестные мне методы!
Сообщение от somyo_3
Вообще, для радиолюбительских нужд можно использовать таблетку аспирина (или, допустим, ацетилсолициловую кислоту).
Так же есть другие химические способы для зачистки. Но всё это "грязно", так сказать. Поэтому в промышленных масштабах используют различные приборы механической зачистки. Цены их колеблятся от 500$ до нескольких тысяч евро. Но.. Одного понять не могу! Как Вы не заметили на сайте с которого ссылку на "моточник" здесь дали такого устройства как "Zetta" ?
Если вы часто мотаете дроссель-трансформаторы и подобные электротехнические моточные изделия, то это устройство для вас. Почитайте описание и всё поймёте. Я не пожалел, что приобрел. И цена по сравнению с "аналогами" ерундовая.
Удаление эмалевой изоляции с обмоточного провода химическими методами.
Паяльная жидкость десмальтол применяется в электронике и электротехнике для пайки изолированных эмалью проводов без предварительного механического или химического снятия изоляции. Она защищена чехословацким патентом и ее состав подобран так, чтобы, во-первых, она устраняла слой изоляции с проводов, а, во-вторых, действовала как хороший флюс. Растворением, разрушением полиамидных, полиуретановых, терефталатных и эпоксидных лаков на проводах десмальтол исключает значительные трудности, связанные с тщательной предварительной очисткой изоляции проводов, особенно тонких. Одновременно она сильно снижает поверхностное натяжение на междуфазовой границе металл — припой и обеспечивает этим хорошее растекание припоя. Другие составные части десмальтола при повышенной температуре пайки реагируют с окислами и преобразуют их в комплексные гидроокиси, растворимые в составных частях десмальтола. Десмальтолом можно удалять слой эмалевой изоляции слюбых проводов, кроме алюминиевых. Десмальтол совершенно не содержит галогеновых соединений, которые в обычных паяльных флюсах часто вызывают дополнительную коррозию места пайки, а так же увеличение переходного сопротивления.
В поисковиках нет такого слова — десмальтол, может кто знает?
Ну просто фантастика! Интересно, где такие волшебные эликсиры продаются?
Или это просто реклама, а по сути нечто типа таблетки аспирина?
Только в русской транскрипции нет? А если латынью, с учётом чешской специфики?
Действительно, Яндекс и Рамблер оплошали, а Гугль — нет!
http://www.google.com/search?ie=UTF-8&hl=ru&q=desmaltol
Кстати, вместо аспирина гораздо удобнее применять обычную пищевую лимонную кислоту. Вони заметно меньше, в остальном методика аналогичная
Форум про радио — сайт, посвященный обсуждению электроники, компьютеров и смежных тем.
Восстановление ЛАТРа

Всем привет.
Хотел попросить у вас помощи, а точнее совета по советскому ЛАТРу. Достался как говорится по халяве, но есть все-таки недочеты.
 Вот он
Вот он
Вытер пока от пыли, грязи и т.п., но при вскрытии обнаружил порванные обмотки в одном месте, и отсоединенный провод. Я так понимаю что провод был припаян к медной пластинке на витках (провод идет на клемму 220В — вход). Повреждены они механическим путем.
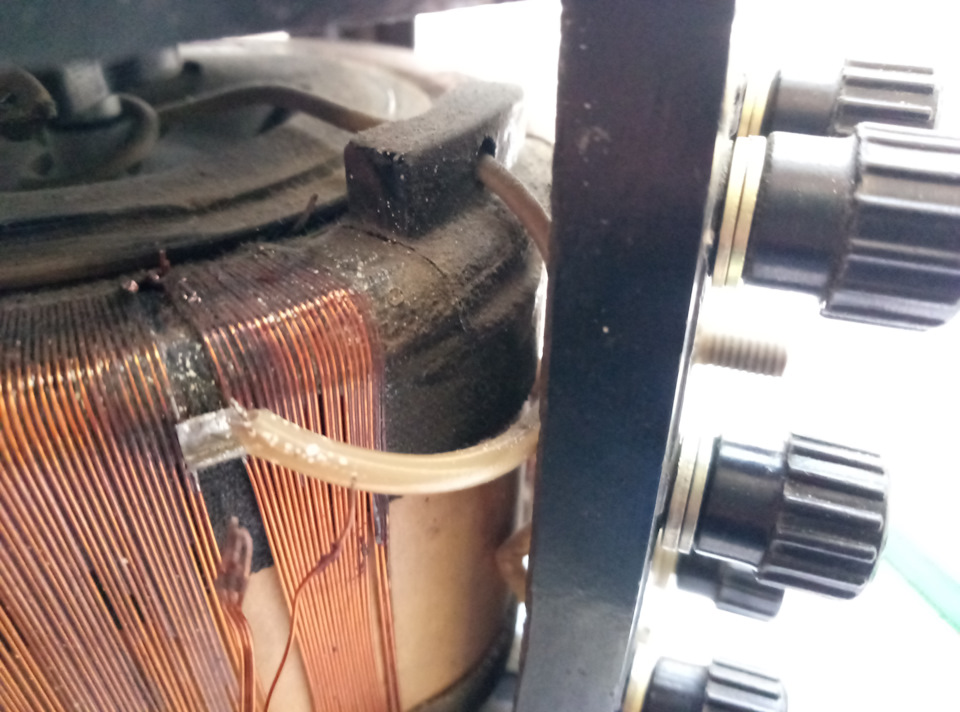 вот здесь, Начало обмоток
вот здесь, Начало обмоток  верхняя правая клемма без питания
верхняя правая клемма без питания
Вот и хотел спросить как лучше восстановить эти 4 витка обмотки:
-нарастить каждый
-разбирать ЛАТР и в начале обмотки перемотать проволоку
-или же учитывая что на эти обмотки была припаяна пластина то сцепить их вместе и все прилепить к пластинке?
Также неясно для чего вначале всей обмотки есть несколько витков (это выход на 127В?)