Для чего нужен припой и как его выбрать
Как надежно соединить две детали или две поверхности? Можно попробовать скрутку, но это долго и не эффективно. Можно применить сварку, но не будет возможности отсоединить детали друг от друга. А можно использовать пайку, после которой будет возможность снова расплавить припой, и отсоединить детали друг от друга. От качества припоя зависит надежность и долговечность контакта.
Что такое припой
Припой – это смесь сплавов с помощью которых соединяются детали. Процесс соединения деталей припоем называется пайкой.
Хороший результат пайки – это чистый и блестящий контакт. Если у контакта есть трещины, то это результат холодной пайки. Холодная пайка может быть не только от несоблюдения температуры, но и от состава припоя. Если в припое много шлаков, они негативно повлияют на надежность соединения.
Для разных задач используются разные припои.
Общее разделение
Припои разделяются на две группы. Это мягкие и твердые.
Мягкие имеют температуру плавления до 300 °C. Такими припоями паяют радиодетали, и к ним можно отнести оловянно свинцовые и бессвинцовые материалы. Основной рабочий инструмент с такими материалами это паяльники до 50 Вт и паяльные фены.
К ним относятся медно-цинковые и серебряные. С такими припоями можно работать только с мощными паяльниками, паяльными лампами или горелками.
В данной статье будут подробно описаны мягкие припои, которые используются для радиодеталей и ремонта техники.
Второй важный компонент пайки
Как и при выборе паяльного флюса, припой также виляет на результат, долговечность и надежность контакта.
От чего зависит качество и почему это важно
Качество припоя зависит от количества примесей и шлаков. Если производитель нарушает технологию изготовления, то припой получается неудовлетворительного качества. Например, при производстве дешевого припоя, производитель может добавлять примеси для увеличения массы продукта. После пайки таким припоем на контакте остаются микротрещины, которые не смогли расплавиться с оловом. Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится. Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы. Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Процесс деградации контакта
Рассмотрим схематично несколько примеров.
Хороший контакт блестит и не имеет никаких трещин и разводов.
А если контакт плохо спаян или припой некачественный, на нем сразу же после пайки появляется небольшие разводы. На фото ниже показан припой с большим содержанием примесей.
![]()
Это микротрещины, которые со временем начинают окисляться, повышать сопротивление контакта.
Не всегда контакт с разводами означает признак плохой пайки или припоя. Если на контакте есть небольшие разводы, то это в пределах нормы. Другое дело, когда на всей поверхности контакта такие разводы.
Какие припои используют для пайки радиодеталей
В основном используются припои типа ПОС (припой оловянно-свинцовый) и бессвинцовые припои. ПОС имеет температуру плавления примерно с 180 до 230 °C. Этот сплав хорошо подходит для пайки деталей, но в промышленных масштабах используются бессинцовые припои, у которых температура плавления чуть выше от 180 до 250 °C. Бессвинцовые припои не имеют в своем составе свинца, они выделяют меньше выбросов и самое главное в их составе нет свинца. Пары свинца сильно загрязняют окружающую среду, поэтому на этапе производства печатных плат используются припои без свинца. Однако, бессвинцовые припои не только плавятся при более высоких температурах (из-за отсутствия свинца), но еще и оставляют «оловянные усы». Эти усы могут послужить причиной короткого замыкания после пайки SMD контактов. Они мало различимы без микроскопа, и их толщина бывает менее 1 мкм.
Бессвинцовые припои также используются в BGA пайке в качестве шариков.
Для радиолюбителей подойдут ПОС припои. Такими легче паять, да и вреда они много не нанесут, если вы не паяете в промышленных масштабах. Тем более, бессвинцовые припои по смачиваемости и качеству контакта после пайки не доходят до уровня припоев ПОС.
Классификация по типу
- С флюсом;
- Без флюса.
Припои с флюсом удобно брать на паяльник, поскольку флюс помогает распределиться по жалу паяльника. Еще припои с флюсом очень мягкие, и их можно сворачивать в несколько прутков.
По состоянию
Припои выпускают в основном в виде прутков с сечением от 0,1 до 2 мм. Это твердый тип. А еще есть паяльные пасты. Это смесь микроскопических шариков в флюсе. Применяется для BGA пайки. 
Паяльную пасту в основном используют для пайки микросхем и контактных площадок разъемов. Нерационально использовать пасту для пайки проводов, так как цена пасты намного выше, чем обычного припоя.
Низкотемпературные сплавы
Помимо мягких припоев, еще есть их подвид. Это низкотемпературные сплавы Розе и Вуда. 
Такие сплавы обычно используются для безопасного выпаивания деталей. Этими сплавами не рекомендуется запаивать детали на плату из-за их низкой механической прочности и температуры плавления (от 60 до 100 °C)
Плавление припоя
Важно понимать, что во время пайки нужно соблюдать температурный режим. Если вы ставите температуры на паяльном оборудовании свыше плавления припоя, то он начнет частично испаряться и быстрее окисляться. Это ухудшит контакт и сам процесс пайки, поэтому соблюдайте температурный режим.
Какой припой выбрать
Для радиолюбителей подойдет ПОС с флюсом (канифолью) в виде прутка от 0,2 мм до 1 мм. Такой припой легче всего брать на паяльник благодаря наличию канифоли. А небольшое сечение прутка позволяет точно дозировать нужное количество припоя. Если требуется на паяльник больше брать припоя, то достаточно скрутить несколько прутков вместе, и с 1 мм прутка получим 2 мм. 
Также обращайте внимание на массу припоя. Она не должна отличаться от указанной на упаковке. Если масса отличается, то скорее всего катушку с припоем перематывали, и вам достался некачественный товар.
Если вы заказываете из интернет-магазинов, например Aliexpress, игнорируйте такие отзывы, как «получил, 5 баллов» и им подобные. 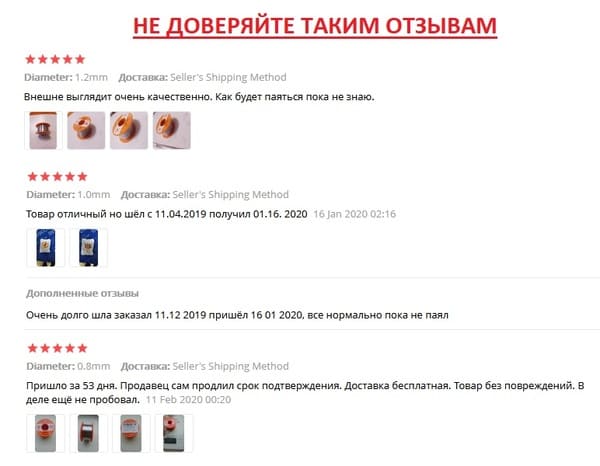
Читайте отзывы с обзорами и проверяете полученный товар. 
Как удобно паять с прутками припоя
Еще один плюс в копилку припоев в виде прутков — это улучшение скорости пайки DIP контактов.
Достаточно установить деталь, закрепить плату, и приложить пруток припоя с небольшим запасом.
Нагреваем контакт, и припой расплавляется равномерно по контакту. Это можно сделать только с припоем, в составе которого есть флюс (канифоль).
Марки припоев, состав и свойства, применение: От чего зависит выбор?
Пайка – это метод создания неразъемных, герметичных соединений, который широко используется в различных промышленных и бытовых приложениях. Припой необходим для сборки радиочастотных компонентов и ремонта электроники, бытовой техники и различных устройств. Паяльник – один из необходимых атрибутов для пайки. Давайте поговорим о том, что это такое, какие виды припоя существуют и от чего зависит выбор марки материала.
Паяльные сплавы различных марок припоев: состав и свойства, назначение и применение
Пайка – это метод создания неразъемных герметичных соединений, который широко используется в различных областях промышленности и в повседневной жизни. Пайка незаменима при сборке радиодеталей, ремонте электроники, бытовой техники и различных устройств. Паяльник – один из необходимых атрибутов для пайки. Давайте поговорим о том, что это такое, какие бывают виды припоя и от чего зависит выбор марки материала.

PSr3Kd – кадмий-серебро, 3 % серебра, остальное кадмий.
Описание
Припойные сплавы выпускаются в виде гранул, стержней, проволоки, порошков, фольги, пасты и встраиваемых компонентов.

Пайка осуществляется для создания механически прочного (иногда герметичного) соединения или для получения электрического контакта с низким переходным сопротивлением. При пайке соединений припой нагревается выше температуры плавления. Поскольку температура плавления припоя ниже, чем температура плавления соединяемого металла (или металлов), припой плавится, а металл детали остается твердым. На границе раздела между расплавленным припоем и твердым металлом происходят различные физические и химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. Компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточный слой, который при застывании соединяет детали вместе.
Выбор припоя основывается на физических и химических свойствах соединяемых металлов (например, температура плавления), требуемой механической прочности паяного соединения, его коррозионной стойкости и стоимости. При пайке компонентов под напряжением необходимо учитывать удельную проводимость припоя.
Текучесть низкотемпературных припоев позволяет паять изделия сложной формы.
Паяльники

Многие начинающие радиолюбители редко задаются вопросом, какой тип припоя они используют и каковы его свойства.
Для сборки простых самодельных устройств достаточно самого обычного припоя, PIC-61 или аналогичного. Как говорится: “Если бы только было чем паять…”.
Вам даже не нужно покупать паяльник. Просто возьмите старую печатную плату от какого-нибудь электронного устройства и соберите ее горячим наконечником паяльника из припаянных контактов.
Этот способ “добычи” особенно полезен для тех, кто живет вдали от городов и крупных населенных пунктов, где нет возможности посетить радиомагазин.

Припой, собранный из печатных плат
Однако припой – это не то же самое, что пайка. На практике человек, имеющий дело с электроникой, должен знать, как ее выбрать. Поэтому давайте подробно рассмотрим, какие бывают припои, для чего они нужны, какой из них лучше использовать для сборки электронных схем и ремонта домашней радиоаппаратуры.
Что такое паяльные флюсы?
Припои делятся на мягкие (легкоплавкие) и твердые. Мягкие припои, т.е. припои с температурой плавления до 300 – 450°C, используются для сборки радиоаппаратуры. Мягкий припой имеет меньшую прочность, чем твердый припой, но используется для сборки электронных устройств.
Припой – это металлический сплав. В случае мягкого припоя это обычно сплав олова и свинца. Именно эти металлы составляют большую часть сплава. Также могут присутствовать легированные металлы, но они составляют лишь небольшую часть сплава. Другие сплавы добавляются в сплав для получения определенных характеристик (температура плавления, пластичность, прочность, коррозионная стойкость).
Наиболее распространенным является припой марки PIC (оловянно-свинцовый припой). Короткий код, за которым следует цифра, указывает на процентное содержание олова в припое. Другими словами, припой содержит 40% олова в PIC-40 и 60% в PIC-60.
Может случиться так, что используется припой неизвестной марки. Приблизительная оценка его состава может быть сделана по косвенным признакам:
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 265°C.
Если припой имеет яркий металлический блеск, это указывает на высокое содержание олова (POS-61, POS-90).
И наоборот, если припой имеет темно-серый цвет, а его поверхность тусклая, это указывает на высокое содержание свинца. Именно свинец придает поверхности особый сероватый оттенок.
Припои с высоким содержанием свинца очень пластичны.
Например, стержень припоя диаметром 8 мм с высоким содержанием свинца (POS-30, POS-40) будет легко гнуться от руки. Олово, в отличие от свинца, придает сплаву прочность и жесткость. Если в сплаве содержится большое количество олова, его невозможно легко согнуть.

Рассмотрим применения, для которых используются припои оловянно-свинцовой группы (ПОС).
POS-90 (Sn 90%, Pb 10%). Используется при ремонте пищевой посуды и медицинского оборудования. Как видите, в нем низкое содержание свинца (10%), который является довольно токсичным и недопустимым для использования в предметах, контактирующих с пищей и водой.
PIC-40 (Sn 40%, Pb 60%). В основном используется для пайки электроприборов и деталей из оцинкованного железа, ремонта радиаторов, латунных и медных трубопроводов.
POS-30 (Sn 30%, Pb 70%). Используется в кабельной промышленности, для лужения и пайки цинковых листов.
Наконец-то, PIC-61 (Sn 61%, Pb 39%). То же самое, что и PIC-60, я думаю, что между ними нет большой разницы.
Пост-61 используется для лужения и пайки печатных плат в радиооборудовании. В основном используется для сборки электроники. Температура его плавления начинается при 183°C, а полное плавление достигается при 190°C.
Припой можно паять обычными паяльными инструментами без риска перегрева радиочастотных компонентов, так как он полностью плавится уже при 190°C.
Припой 30, припой 40, припой 90 полностью расплавятся при температуре 220 – 265°C. Это критическая температура для многих электронных компонентов. Поэтому для сборки домашних электронных устройств лучше использовать аналог ПОС-61.
Зарубежный эквивалент POS-61 может быть припаян Sn63Pb37 (олово 63%, свинец 37%). Он также используется для пайки радиоаппаратуры и изготовления домашней электроники. Радиолюбители выбирают его в качестве альтернативы бытовому припою Пож-61.

Припой обычно продается в тубах или катушках по 10 грамм.
100 грамм. Сплав 60/40 маркируется, например, на упаковке: Сплав 60/40 (он же POS-60). Она выпускается в виде проволоки различного диаметра (от 0,25 до 3 мм).

Нередко он содержит флюс (FLUX), которым заполняется сердечник проволоки. Содержание флюса указывается в процентах (обычно от 1 до 3,5%). Этот форм-фактор очень удобен. Нет необходимости отдельно подавать флюс к месту пайки.
Одним из видов припоя является марка POSSu. POSSu. Да, вслух это звучит не очень представительно. Он широко используется в производстве автомобилей, холодильного оборудования, для пайки обмоток электрических машин, компонентов электроприборов, катушек и кабельной продукции. Он хорошо подходит для пайки гальванизированных компонентов. Кроме свинца и олова, этот флюс содержит от 0,5 до 2% сурьмы.
| Паяльный сплав | Начальная температура плавления (солидус) | Полная температура плавления (Ликвидус), t°. |
| ПОССУ-61-0,5 | 183 | 189 |
| FOSSU-40-2 | 185 | 229 |
| ФОССУ-40-0,5 | 183 | 235 |
| ПОССу-30-2 | 185 | 250 |
| POSSu-30-0.5 | 183 | 255 |
Как видно из таблицы, припой ПССу-61-0,5 является наиболее подходящим заменителем ПССу-61, так как он имеет полную температуру плавления 189°C.
Стоит отметить, что существует также полностью бессвинцовый припой. ПСЖСУ 95-5 (Sn 95%, Sb 5%). Температура его плавления колеблется от 234 до 240°C.
Низкотемпературные паяльные сплавы.
Некоторые сплавы припоя также могут быть предварительно квалифицированы для пайки компонентов, которые очень чувствительны к перегреву. Наиболее “высокотемпературными” из низкотемпературных припоев являются POSK-50-18. Температура его плавления составляет 142-145°C. POSK-50-18 содержит 50% олова и 18% кадмия. Остальные 32% составляет свинец. Присутствие кадмия в сплаве повышает коррозионную стойкость, но также делает его токсичным.
Следующей самой низкой температурой плавления является сплав ROSE (Sn 25%, Pb 25%, Bi 50%). Он обозначен как POSV-50. Температура его плавления ниже температуры кипения воды и составляет 90-94°C. Предназначен для пайки меди и латуни. Сплав ROSE содержит 25% олова, 25% свинца и 50% висмута. Процентное содержание металлов в сплаве может незначительно отличаться. Обычно это указано в разделе “Состав” на упаковке.
Этот сплав очень популярен среди радиомехаников и инженеров-электронщиков в целом. Используется для разборки/сборки компонентов, чувствительных к перегреву. Кроме всего прочего, он идеально подходит для лужения медных дорожек на свежеизготовленных печатных платах.
Он также используется в предохранителях, которые можно найти во всех радиоустройствах.
Еще более низкотемпературным сплавом является сплав ВУДА (Sn 10%, Pb 40%, Bi 40%, Cd 10%) – сплав с еще более низкой температурой. Температура его плавления составляет от 65 до 72°C. Поскольку сплав VUDA содержит кадмий (10%), он является токсичным, в отличие от сплава ROSE.
Следует отметить, что сплавы ROSE и WOODA достаточно дороги.
Паяльная паста.
В конце этой и без того длинной истории я хотел бы рассказать вам немного о паяльной пасте. Он в основном используется для пайки компонентов поверхностного монтажа (SMD) и бессвинцовых ИС в корпусах BGA.
Он выглядит как серая суспензия и состоит из очень мелких сферических шариков из сплава. Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также флюс, который невозможно смыть. То, что флюс является несмываемым, обозначается на упаковке двумя буквами в его названии – NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому храните пасту в герметичном контейнере.
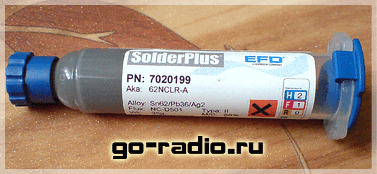
Паяльная паста Solder Plus
Паяльная паста используется при сложном ремонте мобильных телефонов для пайки микросхем в корпусах BGA. Для этого требуется дополнительное оборудование для ремонта мобильных телефонов, например, специальные шаблоны. Стоимость пасты довольно высока. Неудивительно, ведь в нем содержится серебро.
Сегодня бессвинцовые припои широко используются в электронной промышленности.
При использовании висмутовых и кадмиевых припоев следует учитывать, что они очень хрупкие и образуют менее прочные спайки, чем оловянно-свинцовые припои.
Основные материалы для пайки
- Олово – это мягкий, ковкий, серебристо-белый металл. Его удельный вес при 20°С составляет 7,31. Температура плавления – 231,9°С. Он хорошо растворим в концентрированной соляной или серной кислоте. Он практически нечувствителен к сероводороду. Важным свойством олова является его устойчивость ко многим органическим кислотам. При комнатной температуре он мало подвержен окислению, но при воздействии температуры ниже 18 °С способен превращаться в свою серую модификацию (“оловянная чума”). Деградация металла происходит при появлении серых частиц олова. Переход от белого олова к серому олову значительно ускоряется при понижении температуры до -50°C. Его можно использовать для пайки как в чистом виде, так и в сплавах с другими металлами.
- Свинец – это металл серо-голубого цвета, мягкий, легко обрабатывается ножом. Удельный вес при 20°C составляет 11,34. Температура плавления – 327qC. Он окисляется на воздухе только с поверхности. Он легко растворяется в щелочных растворах, а также в азотной и органических кислотах. Он устойчив к серной кислоте и соединениям серной кислоты. Используется в производстве припойных сплавов.
- Кадмий – серебристо-белый металл, мягкий, ковкий и механически слабый. Удельный вес – 8,6. Температура плавления – 321°С. Он используется для антикоррозионных покрытий и в сплавах со свинцом, оловом, висмутом для получения легкоплавких припоев.
- Сурьма – это хрупкий металл серебристо-белого цвета. Его удельный вес составляет 6,68. Температура плавления – 630,5°С. Не окисляется на воздухе. Используется в сплавах со свинцом, оловом, висмутом, кадмием для получения легкоплавких припоев.
- Висмут – это хрупкий серебристо-серый металл. Его удельный вес составляет 9,82. Температура плавления – 271°С. Он растворим в азотной кислоте и горячей серной кислоте. Он используется в сплавах с оловом, кадмием и свинцом для получения легкоплавких припоев.
- Цинк – это металл серо-голубого цвета. В холодном состоянии он становится хрупким. Удельный вес – 7,1. Температура плавления – 419°C. В сухом воздухе он окисляется, во влажном – покрывается слоем оксида, который защищает его от повреждений. В сочетании с медью он дает ряд прочных сплавов. Он легко растворяется в слабых кислотах. Используется в производстве припоев и кислотных флюсов.
- Медь – это красноватый металл, вязкий и мягкий. Его удельный вес составляет 8,6 – 8,9. Температура плавления – 1083 C. Он растворим в серной и азотной кислоте, а также в аммиаке. Он почти не окисляется в сухом воздухе, но становится зеленым во влажном воздухе. Используется в производстве тугоплавких припоев и сплавов.
Мягкие припои
Пайка мягкими припоями очень распространена, особенно в монтажных приложениях. Наиболее часто используемые мягкие припои содержат значительное количество олова.
При выборе типа припоя следует учитывать его свойства и использовать в зависимости от назначения спаиваемых компонентов. Припой для пайки деталей, не допускающих перегрева, имеет низкую температуру плавления.
Наиболее часто используемый припой – марки PIC-40. Он применяется для пайки соединительных проводов, резисторов и конденсаторов. Припой PIC-30 используется для пайки защитных покрытий, латунных пластин и других деталей. Помимо стандартных марок, также используется припой PIC-60 (60% олова и 40% свинца).
Мягкие припои выпускаются в виде стержней, штифтов, проволоки (диаметром до 3 мм) и трубок, заполненных флюсом. Технология изготовления припоя без специальных добавок проста и вполне осуществима в мастерской: свинец расплавляют в графитовом или металлическом тигле и небольшими порциями добавляют олово, содержание которого определяется в зависимости от марки припоя. Жидкий сплав перемешивается, поверхность удаляется, и расплавленный припой заливается в деревянные или стальные формы. Добавление висмута, кадмия и других добавок является необязательным.

Рис. 2 – Внизу – паяльный стержень. Слева – проволока диаметром 3 мм с канифольным центральным каналом. Справа – катушка импортного припоя “radiel-fondam” диаметром 0,8 мм с центральным каналом безканифольного флюса.
Высокоплавкие припои, которые получают путем добавления висмута и кадмия или одного из этих металлов к оловянно-свинцовому припою, используются для пайки различных деталей, не допускающих значительного перегрева. В таблице 3 приведен состав некоторых высокоплавких припойных сплавов.
При использовании висмутовых и кадмиевых припоев следует помнить, что они очень хрупкие и образуют менее стабильный припой, чем оловянно-свинцовые припои.
Солидус – температура, ниже которой сплав полностью твердый. Ликвидус – это температура, выше которой сплав становится полностью жидким. Следовательно, при температурах между жидким и твердым состоянием сплав будет “кашицей”.
Эвтектикой для системы Sn-Pb будет сплав с 61,9% олова, поэтому припой POS-61 имеет самую низкую температуру ликвидуса. Припой PIC61 также имеет самую высокую прочность среди всех припоев PIC. Прочность на разрыв составляет 6,7 – 7,5 кг/мм 2 .
Припои
Паяные сплавы создают высокопрочное соединение. Твердые припои реже, чем мягкие, используются в электрических и радиочастотных приложениях.
Цвет припоя меняется в зависимости от содержания цинка. Эти припои используются для пайки бронзы, латуни, стали и других металлов с высокой температурой плавления. Припой ПМЦ-42 используется при пайке латуни с содержанием меди 60-68%. ПМЦ-52 используется для пайки меди и бронзы. Медно-цинковый припой производится путем плавления меди и цинка в электрических печах, в графитовом тигле. Во время плавления меди в тигель добавляют цинк, а после того, как цинк расплавится, добавляют около 0,05% фосфата меди. Расплавленный припой заливается в формы. Температура плавления припоя должна быть ниже температуры плавления спаиваемого металла. Помимо этих цинково-медных припоев используются также серебряные припои.
Серебряные припои очень прочные, гибкие и с ними легко работать. Припои ПСР-10 и ПСР-12 используются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 – для пайки меди, бронзы и латуни, припой ПСР-70 с наибольшим содержанием серебра используется для пайки волноводов, емкостных цепей и т.д.
Первый из них используется для пайки меди, стали, никеля, второй, с высокой проводимостью, применяется для пайки проводов, третий может использоваться для пайки меди, но не подходит для черных металлов, четвертый припой обладает особой флюсуемостью и является универсальным для пайки меди, ее сплавов, никеля и стали.
В некоторых случаях в качестве припоя используется технически чистая медь с температурой плавления 1083°C.
Припои для алюминия
Пайка алюминия очень сложна из-за его способности легко окисляться на воздухе. В последние годы используется пайка алюминия ультразвуковыми припоями.
При пайке алюминия в качестве флюсов используются органические вещества, такие как канифоль, стеарин и т.д.
Последний припой (твердый) используется с составным флюсом, который содержит:
- хлорид лития (25-30%),
- фторид калия (8-12%)
- хлорид цинка (8-15%)
- Хлорид калия (59-43%).
Температура плавления флюса составляет около 450°C.
Следующие продукты классифицируются как твердые припои:
Паяльные сплавы. Твердый припой и мягкий припой.
Существует два типа припоя: твердый и мягкий. Мягкие припои имеют температуру плавления до 400°C, а твердые – выше 400°C.
Чем отличаются эти припои, кроме температурных диапазонов?
Твердые припои физически не отличаются от мягких припоев. Они различаются по химическому составу, прочности соединения и термостойкости.
Мягкие сплавы уступают твердым припоям по прочности соединения. Твердый припой может выдерживать более высокие нагрузки, чем мягкий припой. Прочность на разрыв твердых припоев составляет 100-500 МПа, а мягких сплавов – 16-100 МПа. С другой стороны, мягкие припои очень легко паять. Их можно нагревать обычным, удобным паяльником с температурой плавления от 183 °C, чего не достигают твердые припои. Из-за более высокой температуры плавления приходится использовать более дорогие и неудобные паяльники. Чем выше содержание олова в мягкой смеси, тем ниже температура плавления припоя.
PIC 90 – от 183°C до 220°C
POS 61 – от 183°C до 190°C
POS 40 – от 183°C до 238°C
POS 10 – 268°C – 299°C
К мягким припоям относятся:
Сурьмянистый припой (POSSu) – используется для пайки оцинкованных компонентов;
Олово-свинец-кадмий (ПОСК) – используется для пайки компонентов, чувствительных к перегреву;
Олово-цинк (CZ) – используется для пайки алюминия:
Бессвинцовые – обладают высокой электропроводностью и используются для пайки электронного оборудования.
Паяльные сплавы используются для пайки металлорежущих инструментов, трубопроводных систем высокого давления, в автомобильной промышленности, судостроении, для пайки тонкостенных деталей и т.д. Паяльные сплавы играют огромную роль в промышленности. Без них невозможно было бы выполнить мелкий ремонт или изготовить различные металлические детали.
Твердые припои подходят для пайки сплавов меди, латуни, нержавеющей стали.
К твердым припоям относятся:
Медно-цинковые (CZM) – используются для пайки компонентов с высоким внутренним давлением. Медь, латунь и бронза паяются.
Серебро (PSr) – Эти припои подходят для пайки черных и цветных металлов.
Медно-фосфорная (ПМФ) – используется для пайки меди и ее сплавов. Медно-фосфорные припои можно использовать без флюса.
Существуют рекомендации по выбору марки припоя для каждого применения. Компания Skala является производителем паяльных сплавов уже более десяти лет и может предложить широкий ассортимент марок припоев.
Пост-30 припой в кабельных соединениях
Припой POS-30 является важным компонентом кабельных соединений. Вместе с припоем “А” он обеспечивает высоконадежный электрический контакт между заземляющим проводником и оболочкой кабеля. И, конечно же, паяльная смазка используется для высококачественных паяных соединений в кабельных разъемах. В связи с особой зоной ответственности предъявляются требования к припою 30 и “А” высокого качества. По запросу мы можем поставлять припой “A” и припой “PIC” на вес. Вес одного продукта варьируется от 40 г до 200 г.
Торговый дом “Скала” поставляет припой для кабельных разъемов уже более десяти лет и может предложить продукцию высокого качества и европейского стандарта.
Торговый дом “Скала является торговой компанией, специализирующейся на поставках кабельных аксессуаров до 35 кВ.
Торговый дом “Скала” является дистрибьютором заводов-производителей соединительных элементов: ЗАО “ПЗЭМИ”, ЗАО “Михневский завод электротехнических изделий”, ” ЗАО “Нижегородсетькабель”, “Прогресс” кабельные соединители ООО “Трансэнерго”, TYCO Electronics, Raychem соединители и адаптеры, НПО “Защита
Припои для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;

Форма выпуска припоя
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм 2 . Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.

Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретом
Однако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;

Рис. 4. Размешивается до однородной смеси
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
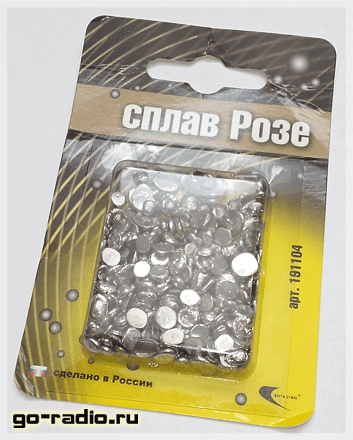
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.

Рис. 5. Сплав Розе
Sorry, you have been blocked
This website is using a security service to protect itself from online attacks. The action you just performed triggered the security solution. There are several actions that could trigger this block including submitting a certain word or phrase, a SQL command or malformed data.
What can I do to resolve this?
You can email the site owner to let them know you were blocked. Please include what you were doing when this page came up and the Cloudflare Ray ID found at the bottom of this page.
Cloudflare Ray ID: 7f460d366bf31cea • Your IP: Click to reveal 185.252.223.36 • Performance & security by Cloudflare