Порошковая покраска дисков: достоинства и недостатки
Но стоит ли того достаточно дорогая порошковая покраска, и какие именно работы следует проводить?
Нанесение порошкового покрытия возможно для всех материалов, обладающих таким свойством, как электропроводность. У машин это чаще всего касается таких деталей, как диски, бак и рамы.
Этапы нанесения порошковой покраски. Использование порошковых красок для покраски автомобилей началось с 1990-х годов. При необходимости нанесения на диск, его поверхность должна быть тщательно зачищена от старого слоя краски, после ей придается шероховатость, и только потом наносится покрытие из порошковой краски.
Для того, чтобы удалить краску, нужно использовать ванну с химическим погружением. Для придания шероховатости выполняется пескоструйная или стеклянная очистка. Кроме того, это обеспечивает высокую степень чистоты окрашиваемой поверхности.
Нанесение самого порошкового покрытия производится с использованием краскопульта, на кончике которого производится зарядка частиц краски при помощи электрода или трения. В ходе процесса сопротивления поверхности для напыления, частицы пристают к поверхности обода. Сама процедура состоит из трех процессов, в ходе которых наносится покрытие – грунтовка, нанесение цветного и прозрачного лака. После осуществления каждого из проходов, диски должны быть высушены при температуре в 200 градусов на протяжении 45 минут. При такой сушке из частиц смолы получается полиэфирный слой.
Положительные и отрицательные стороны порошкового покрытия. Немало алюминиевых деталей уже имеют нанесенное порошковое покрытие. По причине высокой степени отталкивания загрязнений, будет достаточно применить воду и специальное моющее средство, чтобы устранить пыль и жир с их поверхности. Благодаря собственной толщине, составляющей от 150 до 200 мкм, и эластичности, такого рода покрытие характеризуется чрезвычайной устойчивостью к повреждениям механического характера. Красивый внешний вид также обеспечивается гладкостью структуры.

Но отрицательной стороной становится достаточно высокая стоимость проведения таких работ, если сравнивать ее с нанесением обыкновенной влажной краски. Стандартной ценой становится от 30 до 60 евро за одно колесо при нанесении порошковой краски, а мокрая покраска будет стоить в два раза меньше. Помимо этого, на дисках из алюминия при нанесении такого типа покрытия может возникать «апельсиновая корка», по причине увеличенной толщины слоя краски, и степени глянца
Маскировка повреждений порошковой краской. При появлении на ободах повреждений в виде порезов или царапин, участки не должны иметь большую глубину, в противном случае обод может лишиться имеющейся лицензии на эксплуатацию на дорогах. В экстренных случаях это может приводить к тому, что будет прекращено действие страхового полиса. Именно поэтому оценка повреждения выполняется исключительно экспертом. Если обод не годится для использования, то потребуется новая модель.

Заключение. Любой, кто говорит о нанесении порошкового покрытия на диски, обычно говорит о внешнем виде. Нанесение порошкового покрытия придает обработанной поверхности достаточно элегантный вид. Помимо этого, могут быть использованы как матовые, так и глянцевые цвета. Также диски, покрытые порошковой краской, очень легко почистить. Это вызвано тем, что грязь и жир не имеют возможности прилипнуть к гладкой и ровной поверхности.
Порошковая покраска дисков. Реалии авторынка

Порошковая краска – это материал, вид краски. Их делят на: эпоксидные, полиэфирные, гибридные (микс из эпоксидных и полиэфирных) и термостойкие на основе силикатов. Для покраски колёсных дисков применяют полиэфирные. Писать подробно, разбирать виды и свойства здесь не имеет смысла (кому интересно – в интернете полно информации на эту тему). Отмечу лишь, что в условиях производства практически не используется «порошковая покраска дисков» (кроме ВСМПО никто на ум не приходит). На производствах диски красят акриловыми красками, т.к. важны скорость, чего порошковая окраска, как технология/материал, дать не может. А что с отлитыми и прокатанными дисками происходит на производстве?
Этапы предварительной обработки и окраски диска на производстве:
1. Анодирование (для защиты диска от коррозии)
2. Нанесение грунта (основная задача устранить все дефекты поверхности, защита и лучше ложиться краска)
3. Покраска с применением акрилловых красок
4. Лакирование (защита краски, придание различных фактур поверхности и глянцевого блеска)
С «заводским» производством разобрались, а теперь сравним с тем, что происходит в конторах, которые занимаются покраской дисков. Важно понять, что здесь мы уже имеем дело с б/у дисками (редко кто красит новые). Выделим этапы окраски диска порошковыми красками:
• Правка/прокатка
• Очистка поверхности диска до металла (от краски, грунта, коррозии)
• Грунтовка, шлифовка
• Нанесение порошковой краски
• Лакирование при необходимости. Например, краски «металик» нужно обязательно лакировать, а моноцвет не всегда.
Теперь поговорим о том, что мы красим. Что такое б/у диск? Большинство знают, что диски бывают легкосплавными и кованными (железяки не берём в расчёт), разного диаметра, ширины и архитектуры, матовыми и глянцевыми, никилированными и нет… А на что мы (автолюбители) обращаем внимание, сталкиваясь с б/у дисками, скажем при покупке? Ну, обычно проверяем наличие царапин, задиров (механические повреждения поверхности диска), состояние краски, места пайки (если она была). Далеко не все уже проверяют диски на деформацию, т.к. это тяжело определить на глаз (за исключением сильной деформации) и приходится их везти на шиномонтаж и вешать на станок. Но есть дефект на который мы совсем не обращаем внимание – коррозия. Большинство вообще думает, что алюминий не ржавеет. Всё потому, что обыватель привык к коррозии железа, результатом которой является оксид железа, имеющий, привычный нам, рыжий цвет

Но легкосплавные диски – это алюминиевые сплавы. А коррозированный алюминий выглядит совсем по другому: оксиды алюминия похожи на белый порошковый налёт.

Поэтому мало кто обращает на этот налёт внимание при осмотре диска. Все понимают, что металл под воздействием коррозии разрушается, теряет прочность. А именно та самая прочность имеет колоссальное значение для колёсных дисков – вопрос жизни и смерти.
В первую очередь коррозия поражает повреждённую поверхность диска. Особенно «интересно» себя ведут так любимые американцами никилированные диски. Никель очень пористый металл и для его нанесения на диск, сперва напыляют медь. И всё бы ничего, но при повреждении поверхности (это может быть едва заметная трещина краски) медь с алюминием образуют гальванопару и в дело вступает электрохимическая коррозия. Говоря простым языком, процесс коррозии резко ускоряется.
Ну, вроде разобрались с тем, что красят и как красят. Самое время разобраться с тем как обстоят дела на самом деле, т.е. как нам красят диски конторы, которые этим занимаются. Ребятки, никогда не скрывал своего отношения к нашему авторынку в целом, и до сих пор продолжаю считать, что это одна большая выгребная яма, полная бесчестных ублюдков и взаимодействие с нашим авторынком сродни «русской рулетке». Хорошие спецы, работающие честно и на перспективу, конечно есть, но вот найти их удаётся далеко ни с первого раза. А вот в «говно» вляпаться, труда не составит. В общем-то, отсюда мне и приходится каждый раз копать, выяснять и разбираться, тратя уйму времени.
Раскрываем все секреты!
1. Правильная контора. Здесь процесс покраски выглядит следующим образом:
• Если диск деформирован, то его лечат (прокатывают, выравнивают)
• Хим. Растворами смывают старые краску и грунт (не пескоструят зря металл, а стараются сохранить заводское анодирование)
• Если диск в коррозии, её пескоструят (без нагревания диска!)



• Грунтуют и выдерживают в печи при 200 градусов (процедуру повторяют до 3х раз). Но не всегда необходима грунтовка.


• Лакируют (если нужно, зависит от краски и пр)
Поэтому ни о какой «покраске за два часа» речи идти не может!
2. Что делают разномастные паскудники, дурни с банкой краски и не специалисты?
Пообещают скорость и возьмут не дорого. Облапошенный лох будет хлопать в ладоши от радости. Ваши диски греют и могут легко перекалить (алюминий обладает высокой теплопроводностью, поэтому радиаторы делают из него; перегрев нарушает структурную решётку метала, и резко снижает прочность) вследствие чего вспучится краска и разрушится грунт, их моментально снимут пескоструем (заодно с защитным анодированным слоем). Далее, большинство не заморачиваясь нанесут свежую краску тонким слоем — охапка дров и плов готов! Особо совестливые, возможно, загрунтуют перед покраской.
Для лучшего понимания приведу отрывок разговора с хозяином сервиса, к услугам которого я обратился:
— Сколько занимает покраска в бодром темпе комплекта дисков?
— 2 дня.
— Сколько комплектов одновременно вы можете красить?
— Два. Иначе идёт потеря качества.
Свои диски я отвёз к ним в прошлую среду, а забрал сегодня (в пятницу), т.к. у них очередь заказов


Приведу вам еще несколько любопытных отрывков из нашей беседы:
— Какие краски качественные и есть ли не качественные?
— На нашем рынке в основном турецкие, итальянские и немецкие краски. Есть чешские, но пока ещё по качеству не дотягивают. Слышал, в России тоже производят, но пока не рискнули попробовать.
— А колёсные диски у автоконцернов отличаются качеством?
— Конечно. Диски концерна Тойота полное гавно – ужасное качество в сравнении с другими крупными автопроизводителями. Американцы – среднее качество. Лучшие (держат качество) немцы.
Кстати, Opel’евские оригинальные 18е катки, которые я припёр на покраску, польского производителя Ronal – со слов специалиста высокого качества.
— Какие частые нарушения допускают не профессионалы в этой сфере?
— Портят диск пескоструем, граммотные спецы не используют пескоструй без крайней необходимости. Перекалив диск в разы ухудшают качество сплава.
— Неужели так сильно перегрев сказывается на прочности диска?
— Ха! Мой давний знакомый, который правит нам диски, как-то получил на правку легкосплавные диски из Ростова. Нормальный метал имеет упругость, а эти были как пластилин: ткнул и выемка, гнёшь как хочешь. Часто перекаленный диск может лопнуть в езде при пиковой нагрузке: кочка, яма и т.д.; И тут, сам понимаешь, и погибнуть можно.
Как я выбирал где красить?
С покраской дисков столкнулся впервые. Обзвонил около 15 контор. Спрашивал: цену, сроки, можно ли присутствовать и посмотреть процесс, что предлагают (цвета, фактуры, материалы), как красят (технология, этапы, процесс). И вот последний вопрос оказался решающим! Наткнулся на мужика, который уделил мне 30 мин в субботу утром и с удовольствием подробно ответил на мои вопросы и рассказал мне о покраске дисков. Чувствовалось – богатый опыт, человек любит своё дело, рассказывал с удовольствием. Также чувствовалось, что человек уравновешенный, честный (не вилял, не умалчивал, не хитрил) адекватный и позитивный. До него по телефону вызвал доверие только один парень, тоже маленькая контора, специализирующаяся только на покраске дисков. Большие сетевые сервисы (как мобискар) вообще доверия не вызвали и напрочь отпугнули ценой.
Во что мне это обошлось?
Уровень цен в Краснодаре на порошковую покраску дисков таков:
Важно: уровень цены зависит от диаметра диска, от архитектуры, от красок, от количества используемых цветов и от жадности исполнителя (неверно трактуемой экономистами, как «маржа») Поэтому приведённые ниже цифры справедливы для покраски комплекта моих 18” дисков.
Ещё важно для понимания, ребятки, изначально я хотел добиться вот такого эффекта (цветового сочетания дисков)

Маленькие конторы специализирующиеся на покраске дисков:
моноцвет от 8 000 до 12 000 руб
два цвета (плюсом 50% — 70%) от 12 000 до 20 000 руб
Сетевые и просто крупные мультисервисы:
Моноцвет от 15 000 до 25 000 руб
Два цвета: х2 раза (30-50 т.р.)
Ответ на главный ваш вопрос: мне покрасили за 9 000 руб + выровняли 2 диска по 500 руб (были искривлены)
PS В общем, ребятки, делайте выводы и помните как говорят перед обрезанием «7 раз отмерь, один раз отрежь»
Как делают литые алюминиевые диски на заводе ЛМЗ «СКАД» в Красноярском крае. Фоторепортаж
 © live.staticflickr.com
© live.staticflickr.com
Мировой рынок литых колесных дисков оценивается в 300 млн штук в год. Свою лепту в этот объем вносят и два крупнейших российских завода из Красноярского края: СКАД (г. Дивногорск), который выпускает около 1,2 млн колес в год, и КиК (г. Красноярск) — 2,5 млн штук. Тема интересная и касается многих, поэтому на один из этих заводов я и напросился в гости. Итак, наш сегодняшний герой ООО «Литейно-механический завод СКАД». Между прочим, среди их клиентов замечены, например, альянс Renault-Nissan, Volkswagen AG, Toyota Motor Corporation и др.
Более 70 фото и видео под катом.
ООО «Литейно-механический завод СКАД» было создано в 2002 году. Первую свою продукцию они выпустили в 2004 году, а с 2006 года начались поставки на автосборочные заводы. В 2008 году компания получила Q1 — статус от Ford Motor Company, они стали в один ряд с ведущими производителями автокомпонентов в мире. Сейчас их марку SKAD хорошо знают, как в России, так и в СНГ. Кроме, того есть поставки в Германию, Румынию, Индию В апреле 2017 года завод вошёл в состав РУСАЛа.
 © live.staticflickr.com
© live.staticflickr.com
 999A7404 © live.staticflickr.com
999A7404 © live.staticflickr.com
На автомобилях Aurus, также известном под названиями «Кортеж» и ЕМП (Единая модульная платформа), ездить пока не приходилось, зато теперь я знаю, где делают для них колёсные диски. Их как раз и производит наш завод СКАД" в партнёрстве с компанией ООО «КиК». Теперь надо и другие запчасти искать.
 999A8186 © live.staticflickr.com
999A8186 © live.staticflickr.com
По своим прочностным характеристикам и массе эти колеса находятся посредине между литыми и коваными: они тяжелее кованых, но легче литых; прочнее литых, но уступают по этому параметру кованым. По цене они также дороже, чем литые, но существенно дешевле кованых.
 999A8200 © live.staticflickr.com
999A8200 © live.staticflickr.com
Объемы производства колес для «гражданской» версии «Ауруса» пока невелики (до 500 колес в год), так как автомобиль ещё не поступил в свободную продажу.
 999A8207 © live.staticflickr.com
999A8207 © live.staticflickr.com
7. Вот они СКАДовские отличники.
 999A7445 © live.staticflickr.com
999A7445 © live.staticflickr.com
Алюминий сюда приходит, в основном, с Красноярского алюминиевого завода (КрАЗ), а также с ИркАЗа, в том числе выпускаемый под брендом ALLOW. Оба предприятия входят Группу РУСАЛ.
 999A7518 © live.staticflickr.com
999A7518 © live.staticflickr.com
 IMG_5242 © live.staticflickr.com
IMG_5242 © live.staticflickr.com
Бренд низкоуглеродного алюминия ALLOW был представлен РУСАЛом в 2017 году. Алюминиевая продукция под брендом ALLOW отличается существенно более низким «углеродным следом» — удельным объемом выбросов парниковых газов при производстве металла, чем в среднем по отрасли.
 999A7617 © live.staticflickr.com
999A7617 © live.staticflickr.com
Кстати, Россия занимает второе место в мире, после Китая, по производству алюминия. По итогам 2018 года наши заводы произвели 3,8 млн тонн алюминия.
 IMG_5273 © live.staticflickr.com
IMG_5273 © live.staticflickr.com
Первым делом идём в Плавильно-литейное отделение. Оно состоит из 2 корпусов, и включает в себя плавильный участок (состоит из 4 печей ИАТ (индукционная плавильная печь) 2,5, одного миксера сопротивления 5 тонн, 2 установок внепечного рафинирования АУВР и FOSECO, а также раздаточных ковшей). В первом корпусе установлены 10 литейных машин — 6 машин GIMA Amatic 800 и 4 — BORLI, 1 рентген-установка BOSELLO и вырубной пресс литника LPM. В другом корпусе находятся 4 литейные машины GIMA Amatic 800, 1 рентген-установка WRU TUNDER и установки для сверления литника.
 999A7492 © live.staticflickr.com
999A7492 © live.staticflickr.com
 999A7704 © live.staticflickr.com
999A7704 © live.staticflickr.com
Завод «ЛМЗ «СКАД» — это предприятие полного технологического цикла производства литых алюминиевых дисков — от приготовления жидкого расплава алюминия до готовой продукции, которая сразу идет заказчикам. А ещё они и сами их проектируют и создают пресс формы для дальнейшей отливки колес, поэтому у них шикарное разнообразие и удивительный дизайн. Сами колеса производятся по технологии литья под низким давлением в автоматических литейных машинах с последующей подачей металла в пресс-форму.
 999A7583 © live.staticflickr.com
999A7583 © live.staticflickr.com
Здесь и плавится наш алюминий. Температура в таких печах достигает 1 000 С.
 999A7553 © live.staticflickr.com
999A7553 © live.staticflickr.com
Раздаточный ковш. Уже в расплавленный металл потом добавляют легирующие металлы и различные нужные присадки.
 IMG_5311 © live.staticflickr.com
IMG_5311 © live.staticflickr.com
Производство литых колес устроено относительно просто: жидкий металл, литейный сплав, подается в пресс-форму, там застывает, затем отливку всячески обрабатывают, покрывают и красят нужным составом и далее готовое колесо отправляется на склад.
 999A7680 © live.staticflickr.com
999A7680 © live.staticflickr.com
 999A7690 © live.staticflickr.com
999A7690 © live.staticflickr.com
19. Полученный на этом этапе продукт отправляется в литейные машины.
 999A7711 © live.staticflickr.com
999A7711 © live.staticflickr.com
20. Литейные машины. Тут есть немецкие емкостью по 800 кг и итальянские — 1 100 кг.
 999A7464 © live.staticflickr.com
999A7464 © live.staticflickr.com
21. С одной заливки на немецких машинах можно получить от 20 до 50 колес в зависимости от дюйма, на итальянских машинах — до 60 колес.
 999A7751 © live.staticflickr.com
999A7751 © live.staticflickr.com
 IMG_5299 © live.staticflickr.com
IMG_5299 © live.staticflickr.com
 999A7793 © live.staticflickr.com
999A7793 © live.staticflickr.com
24. Солянка пресс-форм. Кстати, изготовлением пресс-форм и инструмента они обходятся своими силами.
 999A7948 © live.staticflickr.com
999A7948 © live.staticflickr.com
 999A7901 © live.staticflickr.com
999A7901 © live.staticflickr.com
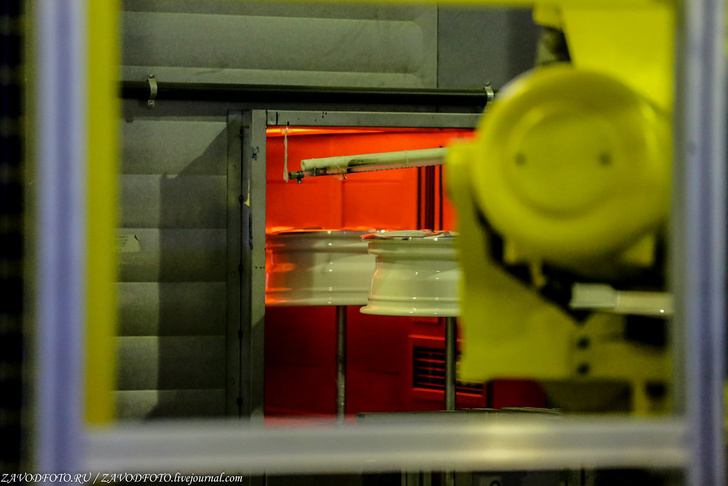
Сразу бросается в глаза, что предприятие максимально автоматизировано. Более того, на заводе установлена линия термоупрочения колес, аналогов которой в России пока нет.26.
 999A8040 © live.staticflickr.com
999A8040 © live.staticflickr.com
27. Вот так в литейной машине при помощи литья под низким давлением появляются новые колеса.
 999A7909 © live.staticflickr.com
999A7909 © live.staticflickr.com
28. Отливка или по другому заготовка будущего колеса.
 IMG_5374 © live.staticflickr.com
IMG_5374 © live.staticflickr.com
29. Литейная машина GIMA Amatic 800 (Германия)
 999A7799 © live.staticflickr.com
999A7799 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/mr7meYYZAaU
 999A7865 © live.staticflickr.com
999A7865 © live.staticflickr.com
 999A7886 © live.staticflickr.com
999A7886 © live.staticflickr.com
 999A8028 © live.staticflickr.com
999A8028 © live.staticflickr.com
33. Участок термической обработки колес. Здесь осуществляется термическая обработка колес с целью получения необходимых прочностных свойств.
 999A8076 © live.staticflickr.com
999A8076 © live.staticflickr.com
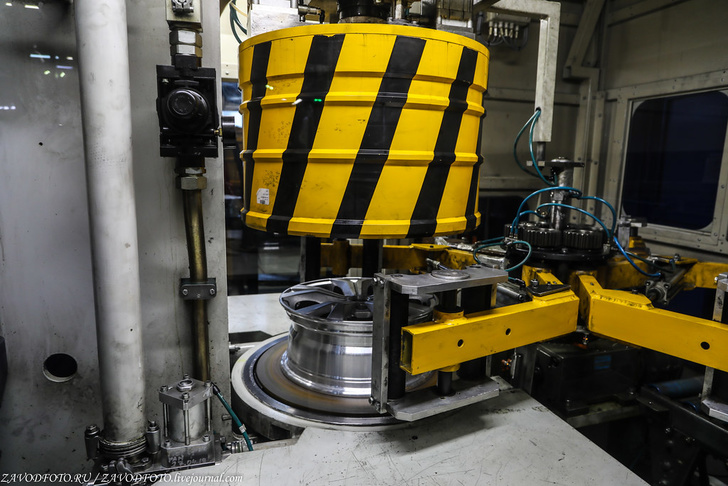
Участок механической обработки.
 999A8473 © live.staticflickr.com
999A8473 © live.staticflickr.com
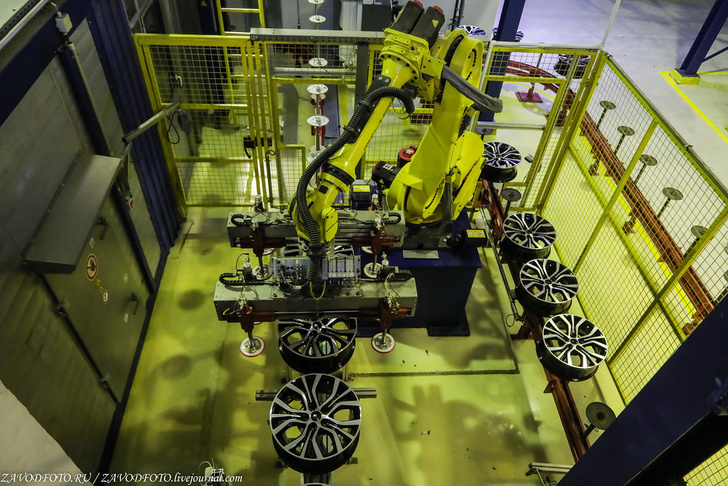
35. Здесь есть роботизированная автоматическая линия механической обработки литых алюминиевых колес. Один такой робот совершает до 15 операций в минуты и при этом на перекур ему не надо бегать 🙂
 999A8245 © live.staticflickr.com
999A8245 © live.staticflickr.com
 999A8241 © live.staticflickr.com
999A8241 © live.staticflickr.com
 IMG_5730 © live.staticflickr.com
IMG_5730 © live.staticflickr.com
 999A8489 © live.staticflickr.com
999A8489 © live.staticflickr.com
 999A8610 © live.staticflickr.com
999A8610 © live.staticflickr.com
 IMG_5720 © live.staticflickr.com
IMG_5720 © live.staticflickr.com
 999A8514 © live.staticflickr.com
999A8514 © live.staticflickr.com
 999A8394 © live.staticflickr.com
999A8394 © live.staticflickr.com
 999A8357 © live.staticflickr.com
999A8357 © live.staticflickr.com
 999A8547 © live.staticflickr.com
999A8547 © live.staticflickr.com
 999A8304 © live.staticflickr.com
999A8304 © live.staticflickr.com
Все станки завода, включая роботизированный комплекс, связаны единым конвейером, с которого колеса поступают на установки, позволяющие проводить 100-процентный контроль герметичности, проверку баланса колеса.
 999A8329 © live.staticflickr.com
999A8329 © live.staticflickr.com
 999A8584 © live.staticflickr.com
999A8584 © live.staticflickr.com
©Видео с youtube.com/ https://www.youtube.com/embed/R6uO84GDUto
Участок опиловки и шлифовки колес.
 999A8361 © live.staticflickr.com
999A8361 © live.staticflickr.com
 IMG_5604 © live.staticflickr.com
IMG_5604 © live.staticflickr.com
 999A8988 © live.staticflickr.com
999A8988 © live.staticflickr.com
На опиловке убираются неровные кромки и другие недостатки, а при шлифовке происходит дальнейшая обработка лицевых поверхностей и бортовых закраин перед покраской.
 IMG_5698 © live.staticflickr.com
IMG_5698 © live.staticflickr.com
Компания SKAD сертифицирована в соответствии с международными стандартами качества ISO. Их диски прошли независимую экспертизу TUV SUD Automotive GMBH. Также колеса SKAD разрешены для эксплуатации в странах Западной Европы и США.
 999A8454 © live.staticflickr.com
999A8454 © live.staticflickr.com
53. На заводе работает 640 человек.
 999A8654 © live.staticflickr.com
999A8654 © live.staticflickr.com
 999A8235 © live.staticflickr.com
999A8235 © live.staticflickr.com
55. После шлифовки колесо идёт на покрасочную линию.
 999A8681 © live.staticflickr.com
999A8681 © live.staticflickr.com
 999A8713 © live.staticflickr.com
999A8713 © live.staticflickr.com
57. «СКАД» производит более 100 моделей автомобильных дисков, до 5 тыс. типоразмеров — от самых доступных, до премиум-класса.
 999A8725 © live.staticflickr.com
999A8725 © live.staticflickr.com
На всех этапах производства контроль с пристрастием. Так, например, химический состав кремний-алюминиевого сплава проверяется спектрометром. Автоматическая рентгеновская установка выявляет скрытые дефекты в готовых отливках. Из каждой партии колес один образец распиливают и анализируют в лаборатории металлографический шлиф на структуру сплава. Регулярно колеса помещают на стенд для оценки отклонения от заданных геометрических параметров в осевом и радиальном направлении. Например, при допустимом отклонении в 15 микрон колеса показывают результат 4 микрона. Лакокрасочное покрытие колес также регулярно проверяют на стойкость к механическому и химическому воздействию.
 999A8853 © live.staticflickr.com
999A8853 © live.staticflickr.com
 999A8750 © live.staticflickr.com
999A8750 © live.staticflickr.com
 999A8823 © live.staticflickr.com
999A8823 © live.staticflickr.com
Законченный вид колесным дискам придают во время окрашивания на автоматической линии известного производителя Eisenmann (Германия). При этом применяется передовая технология грунтования SAM (Self-assembling molecules, «самоопределяющиеся молекулы»), при которой происходит соединение грунта с поверхностью колеса на молекулярном уровне.
 IMG_5743 © live.staticflickr.com
IMG_5743 © live.staticflickr.com
 999A8795 © live.staticflickr.com
999A8795 © live.staticflickr.com
 999A8900 © live.staticflickr.com
999A8900 © live.staticflickr.com
64. Производительность линии — 5 500 колес в сутки. Цикл полностью автоматический.
 999A8939 © live.staticflickr.com
999A8939 © live.staticflickr.com
 999A8962 © live.staticflickr.com
999A8962 © live.staticflickr.com
 999A8838 © live.staticflickr.com
999A8838 © live.staticflickr.com
Эта современная немецкая линия окраски на заводе появилась в 2012 году.Тогда «СКАД» стал седьмым заводом в мире и первым в России обладателем такого уникального оборудования со специально разработанным технологическим процессом.
 999A8908 © live.staticflickr.com
999A8908 © live.staticflickr.com
68. Покраска одного колеса занимает где-то 5 часов.
 IMG_5784 © live.staticflickr.com
IMG_5784 © live.staticflickr.com
69. Финишная прямая. После сушки колеса по конвейеру двигаются на участок упаковки, где в очередной раз проверяется каждое колесо.
 IMG_5433 © live.staticflickr.com
IMG_5433 © live.staticflickr.com
70. И, наконец, упаковка готовой продукции.
 999A8159 © live.staticflickr.com
999A8159 © live.staticflickr.com
 999A8143 © live.staticflickr.com
999A8143 © live.staticflickr.com
 999A8149 © live.staticflickr.com
999A8149 © live.staticflickr.com
Недавно Роскачество при поддержке Минпромторга провело исследование алюминиевых колесных дисков. Продукция сразу четырех членов Алюминиевой Ассоциации — СКАД, КиК, Азов-ТЭК и Прома (торговые марки Skad, K&K, TechLine и Proma) — успешно прошла испытание на удар. По итогам теста, в ходе которого моделируется повреждение колеса при контакте с препятствием на дороге, эти автомобильные диски признаны отвечающими необходимым требованиям. В то же время колеса ряда других производителей испытаний не выдержали. Так, из 14 китайских брендов, участвовавших в тесте, пройти его смогли лишь 5, изделия остальных 9 оказались некачественными. Главная причина, что нечестные китайские производители, обычно используют недостаточное количество алюминия или некачественный алюминиевый сплав. Компания СКАД, работает в составе Объединённой компании «РУСАЛ», а это крупнейшая в мире компания по производству алюминия. Её заводы и представительства находятся в 19 странах на пяти континентах. Она производит около 6% всего алюминия в мире.
 Предприятие «ДИОКСИД» поставило ВРУ-80 в красноярский институт физики им. Л.В.Киренского
Предприятие «ДИОКСИД» поставило ВРУ-80 в красноярский институт физики им. Л.В.Киренского В Минусинской межрайонной больнице открылся инвазивный сердечно-сосудистый центр
В Минусинской межрайонной больнице открылся инвазивный сердечно-сосудистый центр В АО «ПО ЭХЗ» введена третья в 2021 году очередь газовых центрифуг нового поколения
В АО «ПО ЭХЗ» введена третья в 2021 году очередь газовых центрифуг нового поколения
Вступайте в наши группы и добавляйте нас в друзья 🙂
- Великоросс
- 02.01.2020 23:31
А чего SLIK не упомянули в тестировании — лучшие отечественные кованные диски. Еще были раньше диски ВСМПО, но сейчас вроде они не выпускают ширпотреб. А так то SLIK самые рульные и крепкие из того что у нас продают.
в этой статье рассказывают про алюминиевое литье, а не про титанье, кованье, стальное штампье и прочие разновидности современных колесных дисков…
А что литой диск сильно отличается от кованного — тот же аллюминий, просто кто-то льет кто-то кует? Я в свое время купил ВСМПО просто потому что я точно знал что они значительно крепче любого литья и значительно дольше проживут при этом разница в цене была не особо велика. Потому для объективности в тестах должны быть как кованные диски так и импортные качественные аналоги, а не только китайское говно.
![]() Vladimir Yaroslavsky
Vladimir Yaroslavsky
03.01.20 23:02:34
Уголь и алмаз и графит тоже по составу не сильно отличаются — углерод, однако. Но ИМХО кованые диски слишком крепкие для наших дорог (по крайней мере в Ярославле, после смены выборного мэра на назначенного варяга-ситименеджера — ямы множатся и увеличиваются в размерах). Влетишь в серьёзную яму и останешься без подвески (например, оторвёт крепление рычага к кузову). А в случае с литьём основной удар примет диск. В тоже время китайский пластилин слишком мягкий — задолбаешься прокатывать диски каждый сезон и трещины заваривать.
неудачное сравнение с алмазом, если уж брать аналогию — то из бытового можно сравнить нкухонные ножи — дешовый ширпотреб тупо нарезается из проката, хорошие острые и крепкие ножи изготавливают поковкой. Естественно потребительские свойства кованного ножа намного лучше .
Относительно того что диски что-то там аммортизируют — это уже баян, настолько бредовый и так давно гуляющий по сети что даже не смешно. Диск не должен ничего аммортизировать — он не для того сделан, аммортизирует в автомобиле покрышка(именно поэтому она полая и накачана воздухом) и пружины или торсионы .
Я купил ковку заместо штамповки именно потому что задолбался диски ровнять постоянно. Хорошие литые диски по своим свойствам близки к ковке, у ковки приимущество в меньшей массе (тоньше диск и спицы) — а уменьшение массы колеса(неподресоренной массы), уменьшает нагрузку на детали ходовой. И да в ЧР по ралли все гоняют на ковке, нагрузки там в разы больше от катания по городу и ни у кого рычаги не вырывает. Если от въеза в яму либо открытый люк у вас вырвало рычаг то явно места крепления сгнили, хотя допускаю что в некоторых авто они могут быть слабыми — но это уже проблемы конкретного авто и его конструкции. И да ковка так же гнется, как-то вылетел я на бровку на скоростит около 40кмч, один обод нормально так смяло.
ВСМПО отличные диски делал, у самого ковка их уже 12 лет без нареканий. К сожалению ВСМПО уже лет наверно как 6 не производит диски, оборудование продано одному из отечественных производителей колес, мне на ВСМПО говорили кому, я забыл.
Создатель вопросной технологии литья
Академик Ангел Тончев Ба́левский (4 марта 1910, Троян — 15 сентября 1997, София) — болгарский инженер и изобретатель.
В 1934 году окончил Высшую техническую школу в Брно.
Свою профессиональную карьеру начал в качестве инженера-металлурга, после чего работал профессором в ряде европейских университетов.
Балевски известен как основатель Болгарской академической школы в области металлургии и технологии. Ему удалось разработать агрегат для горячего брикетирования цветных металлов. Балевски создал также метод производства чугуна во вращающейся барабанной печи из сырья, добытого в Болгарии. Совместно с Иваном Димовым Балевски изобрёл способ литья с противодавлением, который совершил переворот в мировой металлургии. Является автором и соавтором более чем семи монографий и академических изданий.
Председатель (Президент) Болгарской академии наук с 1968 по 1988 годы.
Балевски избирался почётным и иностранным членом академий и научных обществ во многих странах, в том числе был избран иностранным членом Академии наук СССР (1971) и почётным членом Международной инженерной академии. В 1988 году он был сопредседателем Международной Академии Наук в Мюнхене, а в 1971 году был избран сопредседателем Пагуошского движения учёных за мир. За свои достижения и вклад в науку Ангел Балевски становился лауреатом ряда премий как в Болгарии, так и за рубежом. В частности, он был дважды удостоен болгарской Премии Димитрова, а также Ордена академических пальм и Большой золотой медали имени Ломоносова АН СССР. Был награждён советским орденом Дружбы народов (14.04.1980)
В 1985 году он был удостоен награды за многообещающий научно-технический вклад, присуждаемый Фондом Кребера, Гамбург, Германия. Со специальным дипломом он получил награду в 800 000 западногерманских марок. Академик Балевский жертвует всю сумму государству на развитие металлургии.
Как покрасить диски авто порошковой краской

Автовладельцы не слишком лестно отзываются о состоянии российских дорог. Ямы, кривые бордюры и реагенты, которыми коммунальщики щедро посыпают асфальт зимой. Эти факторы приводит к быстрому износу колесных дисков. Литые трескаются, на них образуется электрохимическая коррозия от воздействия соли. Штампованные получают вмятины и следы ржавчины на поверхности. Порошковая покраска дисков способна скрыть все дефекты на долгое время. Покрытие получается прочным, на него не действует «химия», морозы и атмосферные осадки.
Подготовка
Первым делом нужно сгладить следы экстремальной эксплуатации. Диск помещают в специальный состав, который смывает краску. Не все специалисты используют «химию», потому что считают, что она портит структуру металла, разъедает его. По факту смывка порошковых покрытий «Минутка» безвредна для металла. Ее использование экономит массу времени.

Подготовка диска к покраске
Пескоструйная обработка
Краски на диске уже нет, но на поверхности остаются дефекты. Их нужно убрать. Поэтому мастера своего дела включают пескоструйную установку. Мельчайшие частицы абразивного материала очищают остатки коррозии, неровности. В качестве абразива используют песок или металлическую дробь малых фракций.
Кстати. Обработка считается идеальной, если очищено более 96 % поверхности.
На финальном этапе поверхность шлифуют специальным кругом для болгарки или мелкой наждачной бумагой.
Сварка
На чистом металле гораздо проще разглядеть дефекты. Они бывают существенными. От легких вмятин до трещин. Такие недочеты оставлять нельзя. Они будут хорошо заметны. Заказчик вряд ли обрадуется, когда увидит «провал» на поверхности глубиной в 4 мм. Подобные дефекты исправляют с помощью сварки: обычной для «штамповки» и аргонной для «литья». Хотя, стальные диски можно просто отрихтовать.

Сварка колесного диска
После заваривания по швам проходятся болгаркой, а затем наждачной бумагой. В идеале поверхность должна быть глянцевой, без кривых участков.
Дегазация
Алюминиевый сплав, из которого изготавливают литые диски — пористый материал. После обработки в микроскопических полостях может остаться воздух. Если его не убрать, в момент окрашивания он выйдет наружу. Появится деформация в виде вздутия или шагрени. Чтобы предотвратить это, колеса отправляют в камеру дегазации, где под действием температуры в 210°C воздух выходит из полостей.
Обезжиривание
Жир на поверхности снижает адгезию. Порошковая краска не «схватится» должным образом. Поэтому диски обрабатывают обезжиривателем. Комбинированный состав обеспечивает не только удаление маслянистого слоя, но и фосфатирование — образование защитной пленки. На этом подготовительный этап заканчивается.
ГОСТ 9.402-2004 говорит о том, что покраску нужно начинать не позднее 16 часов после подготовки. Если время упущено, придется заново обезжиривать и фосфатировать поверхность.
Покрытие
Поскольку диски работают в экстремальных условиях, для их защиты подойдет полиуретановое покрытие. Оно обеспечивает хорошую адгезию, стойко переносит воздействие перепадов температур, химических реагентов и абразивных частиц.

Полиуретановое покрытие диска
Есть два метода нанесения порошковых составов:
- Горячий.
- Холодный.
Профессионалы используют первый. Но дилетант вряд ли справится с задачей. На разогретый металл краска липнет слишком интенсивно. Есть риск испортить весь процесс. Поэтому рекомендуется брать в руки краскопульт, когда температура металла не превышает 60-70°C.
Грунтование
Первичное покрытие необходимо для того, чтобы скрыть дефекты поверхности. Если они выражены ярко, потребуется 2 слоя грунтовки. Лучше использовать цинкосодержащий состав. Он обладает дополнительными защитными свойствами. После нанесения, диски отправляют в камеру полимеризации. В среднем, нужно «запекать» изделия в печи при температуре 180°C на протяжении 10 минут.
Если после сушки при осмотре видны дефекты, значит есть смысл покрыть металл вторым слоем грунта.
Окрашивание
Основной этап. Мастер берет в руки трибостатический или электростатический пистолет, направляет на диск. Нужно добиться равномерного распределения порошка по поверхности. Хуже всего краска ложится в труднодоступных местах: геометрические рисунки с углами, отверстия под болты. Надо следить, чтобы каждый миллиметр металла был окрашен. Иначе на незащищенных участках появится коррозия.

Покраска дисков пистолетом
Когда работа закончена, колеса нужно отправить в печь. Температурный режим и время выставляются на основе рекомендаций, указанных на упаковке с порошковой краской. Обычно это 180-200°С и 10-15 минут.
Лакирование
Большинство порошковых составов дает матовый эффект на поверхности. Чтобы диск стал глянцевым и блестящим, его покрывают слоем лака. Процедура мало чем отличается от окрашивания. Все тот же пистолет и равномерное распыление. Единственное отличие состоит в том, что лаком можно покрывать только лицевую часть диска. Это снизит накладные расходы. Ведь никто не увидит, как выглядит поверхность с внутренней стороны.
Остается лишь отправить колеса в камеру полимеризации. На выходе специалист получит готовое изделие, которое можно передавать заказчику.
Чтобы грамотно выполнить порошковую покраску дисков, нужно провести тщательную подготовку. Не у каждого человека есть для этого навыки. Сотрудники Группы Компаний «Центр порошковых покрытий Радар» справятся с задачей на профессиональном уровне.